


People often treat extrusion as the whole story. In practice, it is only one stage in a much longer manufacturing route. That distinction matters when you are comparing cost, quality, and supplier capability.
Aluminium profile processing is the complete route of turning an aluminium alloy into a usable profile, from design and die planning to extrusion, straightening, cutting, machining, finishing, inspection, and packing.
If you are asking, what is aluminum profile, the basic definition is simple: it is a shaped product made from aluminum alloy through the extrusion process, as outlined by Profall. But a finished part usually needs far more than the aluminium extrusion process alone. A broader manufacturing view from Sinoextrud also places design, mould making, machining, surface treatment, quality control, and packaging in the same production chain.
That is why buyers researching aluminum profile extrusion or comparing profile extrusions should look beyond press capacity alone. Dimensional control, finish quality, and delivery reliability are influenced by decisions made before and after the press line. Even the phrase aluminum extrusions profiles, often used loosely in searches, usually refers to finished components rather than raw mill lengths.
The real production questions start inside the press shop, where billet, die, cooling, and handling choices begin shaping everything that follows.
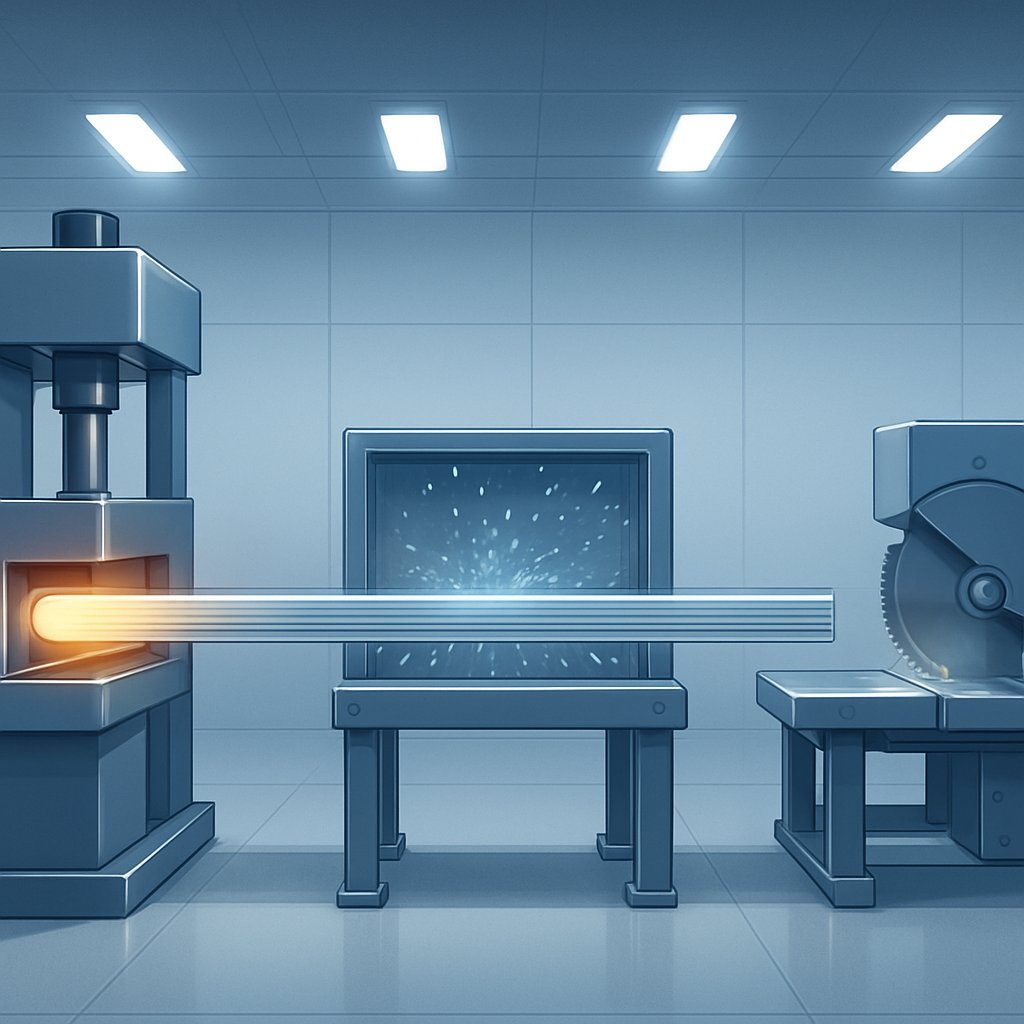
Inside the press shop, a raw billet becomes a long, usable shape through a controlled sequence rather than a single push through a die. Process outlines from Gabrian and American Douglas Metals show that the aluminum extrusion process includes tooling prep, billet heating, profile handling, cooling, straightening, cutting, and heat treatment before any machining or finishing begins.
Die balance, billet condition, exit speed, puller control, and cooling discipline do not stay inside the press line. They shape straightness, machinability, finish quality, and lead time downstream.
Straightness guidance from RSC reinforces the same point: bending and twist often begin during extrusion and become more visible later in storage, machining, or assembly. That is why usable quality is built across the whole route, not only at the die opening.
Two profiles can leave the press with the same geometry yet behave very differently afterward. Stable extrusion conditions usually make later drilling, tapping, milling, coating, and assembly more predictable. Material selection adds another layer, because the alloy and temper chosen for the profile strongly affect how it responds once the shape has been formed.
In aluminium profile processing, the press creates the shape, but the alloy and temper decide how that shape behaves later. This choice affects strength, machinability, surface finish, corrosion resistance, and even how easily a part can be anodized, drilled, tapped, or held to tolerance. Buyers comparing aluminum extruded profiles and aluminium extruded profiles across different markets are often looking at the same 6xxx family, but not the same property balance.
The 6000 series is widely used because magnesium and silicon give a practical mix of extrudability, heat-treat response, and corrosion resistance. Still, 6061, 6063, and 6082 are not interchangeable. Reference data from Ya Ji Aluminum shows a clear pattern: 6063 is easier to extrude and delivers a smoother visible surface, 6061 is a balanced structural and machining alloy, and 6082 pushes strength higher for heavier-duty sections.
| Alloy | Typical T6 strength trend | Machining tendency | Finish response | Typical processing fit |
|---|---|---|---|---|
| 6061 | High, about 276 MPa yield | Good to excellent | Good anodize response, but surface is not usually as smooth as 6063 | Fabrication-heavy and structural parts |
| 6063 | Medium, about 240 to 270 MPa yield | Moderate | Very good surface finish and anodizing | Architectural and cosmetic profiles |
| 6082 | Very high, about 340 to 350 MPa yield | Moderate | Less ideal for complex thin decorative sections | Load-bearing and heavy industrial sections |
Alloy sets the property family. Temper decides how much of that potential shows up in real production.
Temper matters just as much as alloy name. Profile Precision Extrusions lists 6061-T6 at 35 ksi minimum yield strength and 6063-T6 at 25 ksi, while 6063-T5 drops to 16 ksi. In plain terms, T6 is usually chosen when higher strength matters. T5 can be useful when extrusion ease, appearance, and moderate properties are enough. Softer tempers improve formability, but they also reduce load capacity and can change how the profile behaves in machining or service.
That is why 6061 is often favored when repeated CNC work is part of the plan. It tends to machine more cleanly than 6063. By contrast, 6063 usually gives a better-looking anodized surface, which is why it is common in visible trim, frames, and other appearance-driven sections.
A simple rule helps. Match the alloy to the hardest downstream requirement, not just the easiest extrusion route. For industrial aluminium extrusion, 6082 can make sense where section strength leads the decision. Many industrial aluminum profiles use 6061 when machining, assembly preparation, and balanced performance matter more than maximum strength. Where appearance is critical, 6063 remains the safer choice.
One more detail tends to decide whether that choice works well or becomes expensive: profile geometry. Even the right alloy can turn difficult if walls, hollows, radii, and symmetry push the die and the downstream process too far.
Strength alone does not make a profile practical. A section can use the right alloy and still become expensive if its geometry disrupts metal flow, overloads the die, or makes later machining awkward. That is why custom extrusion design is really a manufacturing decision, not just a drawing exercise. Practical guidance from Ya Ji Aluminum and BWC Profiles points in the same direction: simple, balanced sections usually run faster, hold shape more reliably, and need less rework.
For any custom aluminium profile, wall control is one of the highest-impact choices. Large thickness swings make some areas flow faster than others, which increases the risk of twist, bow, witness lines, and uneven cooling. A useful starting rule from Ya Ji Aluminum is to keep adjacent wall thickness variation within 2:1 where possible and use smooth radiused transitions instead of sharp steps.
Those same rules help finishing, too. Sharp transitions and uneven mass often make surface lines more visible after anodizing or coating, while balanced sections are easier to cool, rack, and inspect.
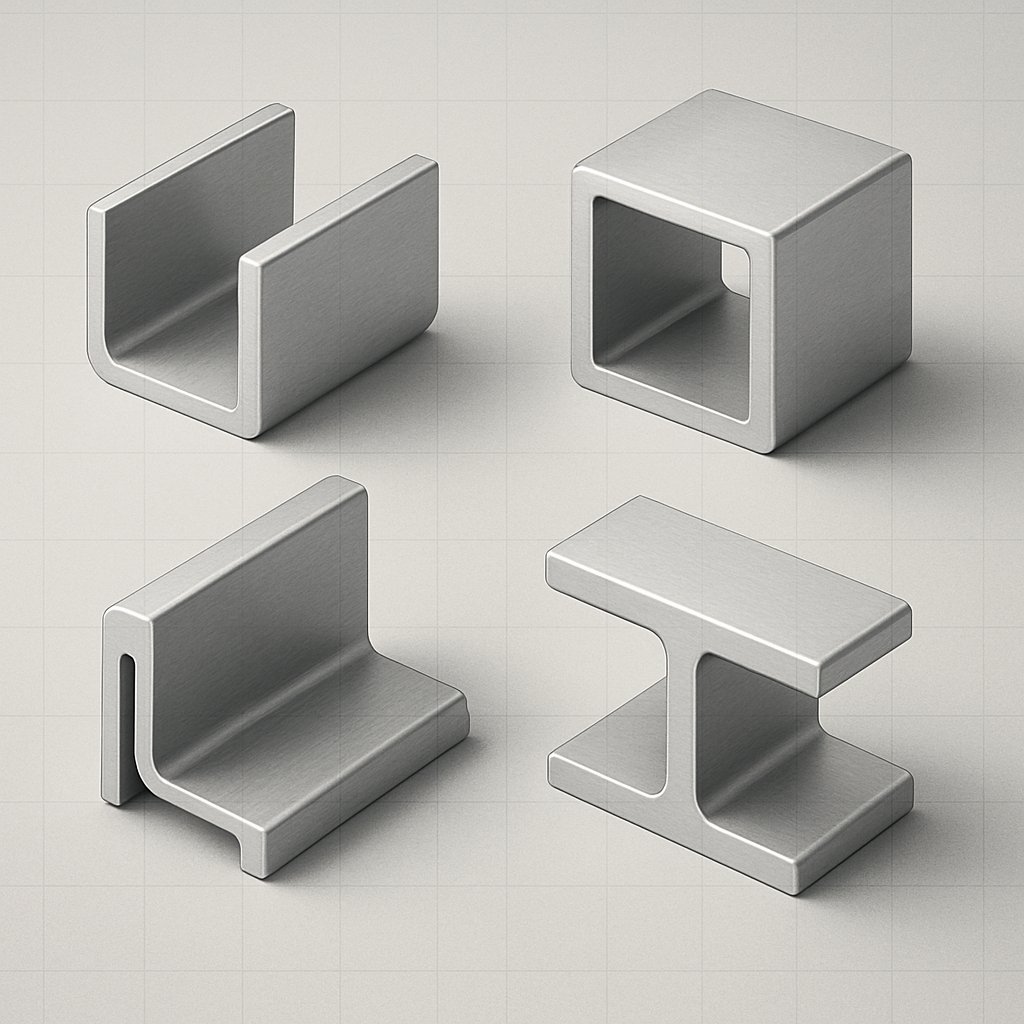
Not all cross-sections ask the same of the die. Solid profiles are generally the easiest to extrude. Semi-hollow sections introduce tongue and gap challenges. Hollow sections, especially multi-void hollows, need more complex tooling and tighter control. Slot placement matters here. Narrow, partially enclosed gaps raise tongue ratio, which increases die stress, wear risk, and dimensional sensitivity. Spread-out features can also increase the circumscribing circle diameter, limiting press options and pushing tooling cost upward.
| Design choice | Likely cost effect | Quality effect | Lead time effect |
|---|---|---|---|
| Uniform walls | Lower die tuning and scrap | Better shape stability | Faster approval and steadier production |
| Sharp corners and abrupt steps | More die wear and maintenance | Higher risk of flow lines and distortion | More trial adjustments |
| Symmetric solid section | Simpler tooling | Less twist and bow | Broader press availability |
| Deep slots or high tongue ratio semi-hollows | Higher tooling complexity | Greater dimensional risk | Longer die development |
| Built-in datum flats and access faces | Fewer fixtures and setups later | More repeatable machining and inspection | Smoother downstream processing |
The same profile decisions continue to matter after extrusion. Internal corners can block cutter reach. Thin walls may vibrate during drilling or tapping. Deep recesses can complicate fixturing and reduce coating consistency. Even assembly cost changes when a design includes useful datum faces, screw bosses, alignment tabs, or channels that reduce separate hardware.
That is why teams designing custom aluminum shapes and custom extruded aluminum industrial shapes should judge every feature twice: once at the die, and again at the machine table. A profile that extrudes cleanly but cannot be held, reached, or finished efficiently will still carry avoidable cost into fabrication.
Profile geometry stops being theoretical the moment it reaches the machine table. Extrusion gives you the cross-section, but many parts still need local features, tighter interfaces, and assembly details before they are usable. In simple terms, aluminium extrusion machining is the set of secondary operations applied to an extruded profile, including cutting, drilling, milling, tapping, and deburring, to turn a near-net shape into a finished component, as described by Sinoextrud.
This stage creates features the die usually cannot deliver with the required precision. Common examples include cut lengths, mounting holes, threads, slots, pockets, machined end faces, and assembly-prep details such as countersinks or datum flats. That is why aluminum extrusion fabrication is often planned at the same time as the profile drawing. A section that extrudes easily may still be difficult to hold, reach, or repeat in CNC work.
Extrusion creates the main shape. Machining adds the local precision, interfaces, and functional details that make the profile usable in real assemblies.
| Operation | Primary purpose | Geometry constraints | Typical planning considerations |
|---|---|---|---|
| Saw cutting | Bring long lengths to handling or final size | Long profiles can vibrate or sag during support | Control end squareness, burrs, and stop accuracy |
| Drilling | Add mounting, locating, or pass-through holes | Thin walls, breakout risk, and hard-to-reach internal faces | Select reliable datums, chip evacuation, and backing support |
| Tapping | Create threaded assembly points | Limited wall thickness or short thread engagement | Check material support, hole quality, and thread access |
| Milling and pocketing | Make flats, pockets, slots, and precise interfaces | Deep cavities, small internal radii, and long tool reach | Balance tool rigidity, setup count, and stock allowance |
| Routing or slotting | Open channels or continuous cutouts | Long unsupported spans can chatter | Support the cut zone and manage chip removal |
| End machining | Prepare joint faces and connection features | Multi-face access and alignment sensitivity | Dedicated fixtures often improve repeatability |
Heat and chip control matter here more than many buyers expect. The same Sinoextrud review notes that coolant or lubrication helps control heat, remove chips, reduce tool wear, improve surface finish, and limit burr formation or distortion.
Not every profile machines equally well. Internal features may force small cutters and longer reach. Thin walls can deflect under cutting force or clamping pressure. Long parts may move as residual stress is released. The JLC thin-wall guide shows why height-to-thickness ratio, support strategy, and clamp force matter so much, while the Yaji tolerance guide makes the same point from a tolerance-planning angle.
For profile precision extrusions, realistic tolerance expectations depend on function and geometry, not just machine capability. The Yaji guide lists general milling capability around ±0.05 mm for standard work, about ±0.02 mm for high-precision milling, and tighter values only under special conditions. It also notes assembly holes are often specified around ±0.02 to ±0.05 mm. Those figures are useful references, but long unsupported lengths, deep pockets, multiple setups, or thin sections can quickly make them harder and more expensive to hold.
Shops usually respond with better workholding rather than wishful tolerancing: soft jaws, custom nests, support close to the cutting zone, and staged machining that leaves extra material until finishing passes. The profile may be fully functional at this point, yet the surface it leaves behind still affects coating quality, visible appearance, and assembly readiness.
A profile can be fully machined and still not be ready for use. Surface condition changes how the part looks, how it resists wear and corrosion, and whether it is suitable for visible or assembly-facing applications. For many custom aluminum profiles, the finishing route is where a standard extrusion starts to separate into a cosmetic part, a structural part, or a component prepared for the next operation.
Can Art describes anodizing as an electrochemical process that converts the aluminum surface into a stable anodic oxide layer. That makes it attractive when metallic appearance, UV stability, and wear resistance matter. The same source notes the anodic layer can reach hardness above HV400, while also remaining highly corrosion resistant.
Powder coating follows a different path. Can Art and MMG Extrusions show it as an electrostatically applied dry coating that is cured into a durable surface, usually chosen when broad color choice and a thicker decorative layer are needed. Mechanical preparation such as sanding, polishing, grinding, buffing, or blasting can also be used on its own or as a pre-finish step.
Timing matters. Guidance from Fonnov notes that finishing after CNC machining is common for appearance parts. Finishing before machining may cost less, but cut areas remain mill finish and nearby coating can be damaged during fixturing or chip removal.
| Final-use category | Typical route | Best fit | Main caution |
|---|---|---|---|
| Cosmetic profiles | Fine surface prep plus anodizing or powder coating after most machining | Visible trims, panels, and other bespoke aluminium profiles | Late handling can mark finished surfaces |
| Structural profiles | Mill finish, light prep, or protective coating based on environment | Load-bearing sections where appearance is secondary | Natural oxide may not be enough in harsh exposure |
| Precision-machined profiles | Machining first, controlled deburring, then selected finish if tolerances allow | Interfaces, mounts, and close-fit custom extruded aluminum profiles | Coating build can affect critical fits |
| Assembly-ready profiles | Finish matched to joining plan, with masked or protected contact areas when needed | Parts heading to fastening, sealing, or subassembly | Finish choice can complicate later assembly steps |
The best route is not the most decorative one. It is the one that fits the part's exposure, visual standard, and downstream handling. Those choices also decide what inspectors need to verify once machining marks, coating coverage, edge condition, and shipment readiness come under review.

A profile can come out of anodizing or coating looking finished and still carry problems that started much earlier. Good aluminum extrusion quality control is staged, not saved for the shipping dock. The methods outlined in this inspection guide cover visual checks, dimensional measurement, alloy verification, mechanical testing, coating tests, and final records. In a disciplined aluminum profile manufacturing process, each checkpoint narrows the source of risk instead of treating defects as random.
That matters in aluminum profile manufacturing, where extrusion, fabrication, and finishing each introduce different failure modes. For aluminum extrusion manufacturing, the most useful inspection plan follows the part through three stages.
Defect patterns summarized in defect control guidance make tracing much easier. The mark on the part usually points back to an earlier control point.
| Defect pattern | Likely origin stage | What to inspect | What process question to ask next |
|---|---|---|---|
| Surface scratches or dents | Extrusion handling or later movement | Die face, runout contact points, separators, packing damage | Was there metal to metal contact, debris, or rough handling? |
| Die lines | Die preparation and extrusion | Die wear, buildup, cleaning, polishing history | Is the tooling still in good condition and properly maintained? |
| Bend or twist | Cooling, puller control, stretching | Straightness records, cooling uniformity, handling while soft | Was metal flow uneven or was support inconsistent after exit? |
| Blisters or scales | Billet preparation and extrusion | Billet moisture, gas entrapment, shell impurities | Were billets stored dry, preheated, and vented properly? |
| Water marks or oxidation | Cooling or storage before finish | Residual moisture, drying practice, condensation points | Did water remain trapped on the surface too long? |
| Alloy mismatch | Incoming material control | OES results, certificates, lot traceability | Is billet identity protected from receipt through shipment? |
That checklist looks simple, but it reveals process maturity. A supplier that can trace defects to a stage, show the records, and explain corrective action is usually far easier to evaluate when sourcing risk becomes the real decision point.
Inspection records become far more useful when you start screening suppliers. A polished sample can hide weak process control, but a capable partner can explain how the part is extruded, machined, finished, checked, and packed. Practical selection criteria in the Yaji checklist and the PTS guide point in the same direction: press capacity matters, but capability depth and communication matter just as much.
For buyers comparing aluminum profile suppliers or aluminum extrusion profiles suppliers, the biggest risk often comes from handoffs between separate vendors. Integrated processing can reduce transport damage, shorten scheduling gaps, and keep accountability clearer when a defect appears. That is why many strong aluminium profile manufacturers position themselves as full-process partners rather than extrusion-only sources.
One example is Shengxin Aluminium. The company states that it has over 30 years of manufacturing experience, 35 extrusion presses, precision CNC machining, and multiple anodizing and powder coating lines. For projects that benefit from keeping work in one facility from raw material to finished part, that is a useful capability model to verify when reviewing aluminium extruded profiles suppliers.
Choose the supplier that can explain your part's risks before production starts, not the one that only offers the fastest quote.
Use this section as a short aluminium extrusion buyers guide. The right aluminum profile manufacturer is usually the one that can show where quality is checked, which operations stay in house, and how alloy, geometry, finish, and delivery decisions are managed together. That is where cost, quality, and lead time become much more predictable.
Aluminium profile processing is the full manufacturing route for turning alloy into a usable profile or finished component. It starts with profile design, die planning, and extrusion, then continues through straightening, cutting, CNC work, surface finishing, inspection, and packing. This is why extrusion alone does not explain final cost or performance. The part's straightness, machinability, appearance, and delivery readiness are shaped by decisions made across the entire chain.
These alloys are often chosen for different downstream priorities. 6063 is commonly preferred when surface appearance and anodized finish quality matter most, while 6061 is a strong all-round option for structural use and frequent machining. 6082 is usually considered when higher strength is needed for heavier-duty sections. Temper matters too, because the same alloy can behave differently in machining, finishing, and service depending on whether it is supplied in a softer or stronger condition.
In many projects, machining comes first and finishing comes later. That approach helps keep cut faces, holes, and milled features consistent in color and surface condition, especially for visible parts. Finishing earlier can still work for simpler components, but any later cutting may expose untreated areas or risk marking the coated surface. The best sequence depends on cosmetic requirements, critical tolerances, and how the profile will be assembled.
A reliable inspection plan checks the profile more than once, not only at the end. After extrusion, suppliers should verify section size, straightness, twist, and obvious surface issues. After machining, they should confirm feature locations, burr control, and fit-related details. After finishing, they should review coating coverage, appearance, and any required finish tests, then match inspection records, material traceability, and packing protection before release. This staged approach makes defect tracing much easier if a problem appears later.
Start by checking whether the supplier can support the whole job, not just press the shape. Useful questions include whether they handle die development, machining, anodizing or powder coating, inspection, and packaging in-house, and how they communicate alloy, temper, and tolerance decisions. It also helps to ask for examples of traceability, quality checkpoints, and packaging standards. For buyers who want fewer handoffs, an integrated model can be valuable. Shengxin Aluminium is one example of that type of setup, with extrusion capacity, CNC machining, anodizing, and powder coating in one operation, but the key is to verify that any supplier's real capability matches your specific profile and project needs.




 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










