

Ever noticed how the edges of a sleek display case or the corners of a modern building facade seem perfectly finished? That clean, professional look often comes down to one material: corner aluminum extrusion. But what exactly is it, and why does it matter for your next project?
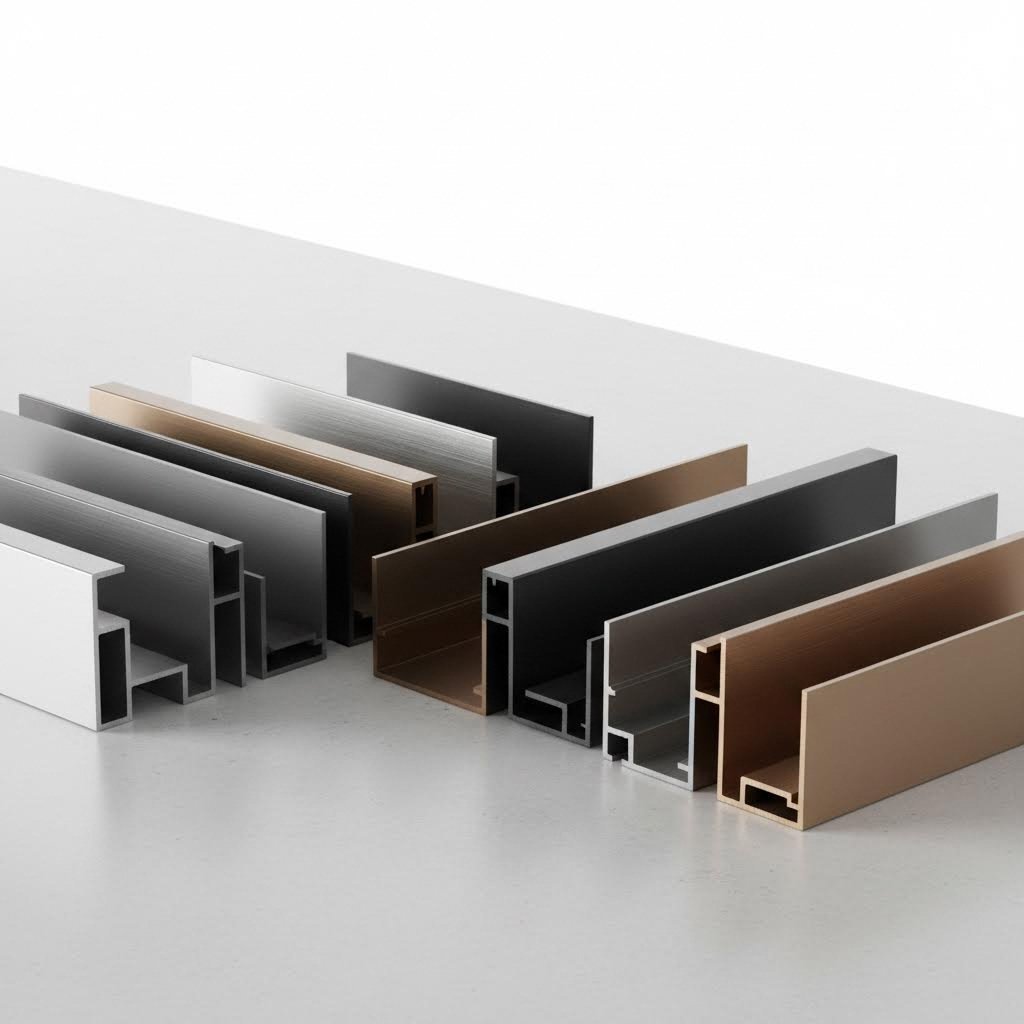
Corner aluminum extrusion refers to specialized aluminum profiles manufactured by forcing heated aluminum through a shaped die to create angular cross-sections. These profiles typically form L-shaped, V-shaped, or rounded corner geometries designed specifically for joining, protecting, or finishing corner intersections across countless applications. Unlike generic metal strips you might bend into shape, extruded aluminum corners are engineered from the start to deliver precise angles, consistent wall thickness, and superior structural integrity.
Think of it this way: when you need corner pieces that perform reliably and look professional, aluminum extrusion provides the precision that fabricated alternatives simply cannot match.
Understanding the structure of an aluminum corner profile helps you select the right one for your application. Every corner extrusion consists of two primary elements: the legs (the flat surfaces extending from the corner vertex) and the corner itself (which may be sharp, radiused, or specially contoured).
According to Profall's technical documentation, L-shaped aluminum profiles can have either even sides (where both legs share identical lengths) or uneven sides (where leg lengths differ). This distinction matters because asymmetrical profiles serve specific mounting requirements where one surface needs more coverage than the other.
The three primary types of corner profiles include:
You might wonder: why not just use flat aluminum bar stock and bend it? The answer lies in how extruded aluminum achieves its unique properties.
Standard flat or rectangular profiles serve general-purpose applications, but corner extrusions are geometrically optimized for angular intersections. Their cross-sectional design distributes stress more effectively at the vertex, maintaining structural rigidity where bent sheet metal would eventually fatigue and crack.
The alloy selection also distinguishes corner profiles from commodity extrusions. Two alloys dominate this space:
Temper designations further define performance. T5 temper indicates cooling from an elevated temperature by artificial aging, while T6 temper involves solution heat treatment plus artificial aging for maximum strength. Most alu trim applications use T5 for its balance of workability and durability.
Why choose aluminum over steel, brass, or plastic for corner applications? The combination of corrosion resistance, lightweight construction (roughly one-third the weight of steel), and excellent formability makes aluminum the practical choice. It will not rust like steel, costs less than brass, and outlasts plastic in demanding environments. These characteristics explain why aluminum corners have become indispensable across electronics, furniture, lighting, automotive, and architectural industries.
Ever wondered how a solid cylinder of aluminum transforms into a perfectly angled corner profile? The manufacturing process behind corner aluminum extrusion combines extreme heat, tremendous pressure, and precision engineering to create profiles that meet exacting specifications. Understanding this process helps you appreciate why quality varies between suppliers and why certain corner profiles cost more than others.
Unlike standard aluminum extrusions with simple rectangular or circular cross-sections, corner profiles demand specialized attention at every stage. The angular geometry introduces unique challenges that manufacturers must overcome to deliver consistent wall thickness, precise angles, and defect-free surfaces.
The journey from raw material to finished corner extrusion follows a carefully controlled sequence. Each step directly influences the final product's dimensional accuracy and structural integrity.
This sequence applies to both standard aluminum extrusions and corner profiles, but the angular geometry of corners demands tighter process controls throughout.
The die represents the heart of the aluminium extrusion process, and corner profiles require more sophisticated die designs than simple shapes. Why does this matter for your project? Because die complexity directly affects both quality and pricing.
According to the Aluminum Extruders Council design guidelines, balanced wall thicknesses rank among the most important considerations for extrudability. Corner profiles inherently challenge this principle because metal must flow around the angular vertex while filling both legs evenly. Die engineers use specialized techniques to address this:
Press tonnage also influences corner profile quality. Larger presses (measured in tons of force) provide more consistent pressure, which translates to tighter tolerances on wall thickness and angle precision. Aluminum profile extrusions with demanding specifications often require presses in the 2,000 to 5,500-ton range, while simpler shapes can run on smaller equipment.
The Aluminum Extruders Council notes that profiles with circumscribing circle diameters under 8 inches and weights under 3 pounds per foot generally prove most economical. Many corner extrusions fall within this sweet spot, but complex angular geometries may still require specialized dies that add to tooling costs.
Corner extrusions face unique quality challenges that demand specialized inspection protocols. The vertex where two legs meet concentrates stress during both manufacturing and end use, making it a critical inspection point.
Manufacturers verify angle tolerance using precision gauges and coordinate measuring machines (CMMs). A profile specified at 90 degrees might allow tolerances of plus or minus 1 degree for general applications, while precision applications demand tolerances under 0.5 degrees.
Surface inspection focuses particularly on corner edges where defects commonly occur. During extrusion, the aluminum extrude process can create issues at angular transitions, including:
Quality-focused manufacturers inspect extruded aluminium rails and corner profiles at multiple stages, rejecting non-conforming material before it reaches finishing operations. This attention to process control distinguishes reliable suppliers from those offering lower prices but inconsistent quality.
With the manufacturing fundamentals clear, the next consideration becomes selecting the right profile type for your specific application. Different corner geometries serve distinct purposes, and understanding these differences helps you specify the optimal solution.
Choosing the right corner trim profile can feel overwhelming when you see dozens of options in a supplier catalog. Should you pick an L-shape or a V-shape? What angle works best for your project? And does leg length really matter that much?
The truth is, each corner profile type serves distinct purposes, and understanding these differences saves you from costly mistakes. Let's break down the major categories and help you match the right profile to your specific application.
These two geometries dominate the corner extrusion market, yet they function quite differently in practice.
L-shaped profiles feature two legs meeting at a defined angle (typically 90 degrees). They create a protective or decorative covering for outside corners while providing two flat mounting surfaces. Think of the exterior corner trim on metal buildings or the aluminum edging around display cases. The dual-leg design distributes loads across both surfaces, making L-profiles suitable for structural applications where rigidity matters.
V-shaped profiles form a channel designed to receive material rather than wrap around it. These fit into inside corners where two surfaces meet at an angle, concealing the joint while providing a finished appearance. Corner wall molding in interior spaces often uses V-shaped geometry to hide imperfect drywall seams or protect vulnerable inside corners from impact.
The key distinction? L-profiles wrap around edges while V-profiles nestle into joints. Selecting the wrong geometry means your corner trim simply will not fit the intended application.
Beyond basic geometry, corner extrusions divide into functional categories based on their primary purpose. The following comparison helps you identify which type matches your project requirements:
| Profile Type | Typical Applications | Angle Options | Wall Thickness Range | Primary Use Case |
|---|---|---|---|---|
| Inside Corner Extrusions | Interior wall finishing, cabinet interiors, concealed joints | 90°, 135° | 0.8mm - 2.0mm | Aesthetic (concealment) |
| Outside Corner Extrusions | Edge protection, metal building corners, siding transitions | 90°, 45°, 135° | 1.0mm - 3.0mm | Structural and protective |
| Rounded Corner Profiles | Safety applications, healthcare facilities, clean rooms | 90° (with radius) | 1.2mm - 2.5mm | Safety and hygiene |
| Decorative Corner Trim | Retail fixtures, furniture edging, architectural accents | 90°, custom angles | 0.6mm - 1.5mm | Aesthetic (visual appeal) |
Notice how wall thickness correlates with intended function. Outside corner moulding designed for edge protection requires thicker walls to absorb impact, while decorative profiles prioritize visual refinement over ruggedness.
Most corner applications default to 90 degrees, but non-standard angles serve important purposes in architectural and industrial settings.
90-degree profiles remain the workhorses of the industry. They fit standard construction where walls, panels, and surfaces meet at right angles. If you are uncertain which corner angle you need, 90 degrees covers the vast majority of applications.
45-degree outside corner trim addresses non-standard architectural situations. Bay windows, angled display cases, and custom furniture often require these specialty profiles. According to Lenwa's extrusion guide, considering the exact shape requirements before production prevents costly mistakes later.
135-degree profiles handle obtuse angle corners found in polygonal structures, angled wall transitions, and specialty enclosures. These appear less frequently but prove essential when standard profiles simply cannot fit the geometry.
Here is a practical guideline: measure your actual corner angle before ordering. Assuming a 90-degree angle corner when the actual intersection measures 87 or 93 degrees creates visible gaps that undermine the finished appearance.
When corner extrusions serve structural purposes rather than purely decorative ones, geometry directly influences performance. Three factors determine how much load a profile can handle:
For exterior corner trim on metal buildings or industrial enclosures, specify profiles with wall thicknesses of 1.5mm or greater. Decorative applications in protected environments can use thinner walls without compromising performance.
Symmetrical corner profiles feature equal leg lengths, making them versatile for applications where both surfaces receive identical treatment. But asymmetrical profiles with unequal legs serve specific mounting requirements that symmetrical options cannot address.
Imagine mounting outside corner moulding where one surface is a visible finished panel and the other attaches to a structural frame. An asymmetrical profile with a longer visible leg and a shorter mounting leg provides better aesthetic coverage on the exposed side while minimizing material where it remains hidden.
Common leg length ratios include:
When specifying asymmetrical profiles, document which leg faces which direction during installation. Mixing up orientation across multiple pieces creates visible inconsistencies that require rework.
With profile types and geometries now clear, the next critical decision involves surface finishes. The treatment you select determines not only appearance but also long-term durability in your specific environment.
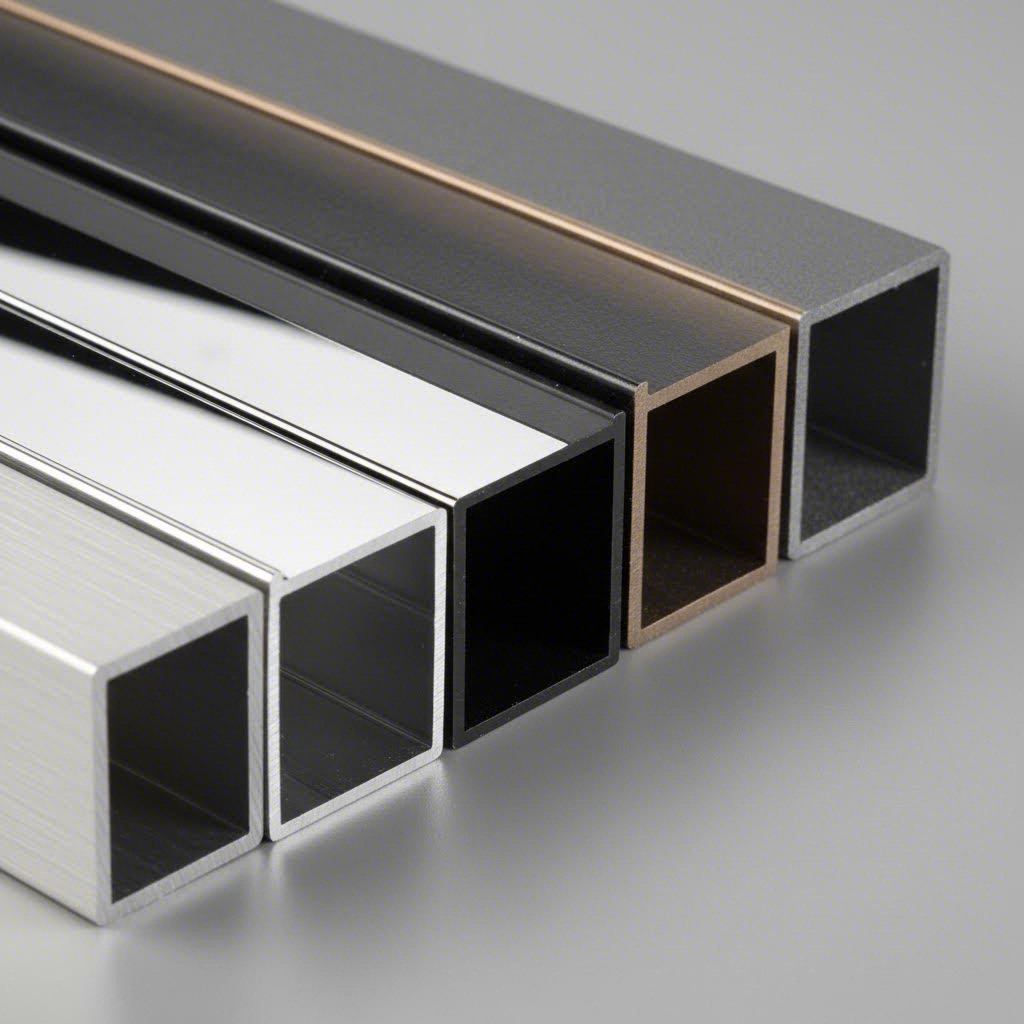
You have selected the perfect corner profile geometry for your project. But here is a question that trips up many first-time buyers: which finish should you specify? The surface treatment you choose affects far more than appearance. It determines how long your aluminum corner trim lasts, how it weathers environmental exposure, and whether it blends seamlessly with surrounding materials.
Surface finishes for corner aluminum extrusion fall into several categories, each offering distinct advantages depending on your application. Let's explore the options so you can make an informed decision.
Mill finish represents aluminum in its most basic state, straight from the extrusion press. This raw surface displays a silvery-gray metallic appearance with subtle variations from the manufacturing process. Mill finish costs less than treated alternatives and works well for concealed applications or projects where subsequent finishing occurs on-site. However, unprotected aluminum gradually develops a dull oxide layer when exposed to air, which some find undesirable for visible installations.
Mechanical finishes transform the surface texture through physical processes:
Anodizing ranks among the most popular treatments for aluminum corner trim. According to Gabrian's surface finishing comparison, this electrochemical process thickens aluminum's natural oxide layer, creating an integral protective barrier that becomes part of the metal itself. The resulting surface resists wear, corrosion, and heat while accepting dyes for color customization.
Common anodizing options include:
Powder coating applies electrostatically charged polymer particles that cure under heat to form a durable surface film. Unlike anodizing, powder coating sits atop the aluminum rather than integrating with it. This distinction matters significantly for corner applications subject to abrasion. According to TiRapid's finishing guide, powder coating provides excellent resistance to corrosion, UV exposure, scratches, and chemicals while producing no volatile organic compounds.
The difference between anodizing and powder coating becomes critical when your metal outside corner moulding faces regular contact or impact. Anodized surfaces resist scratching better because the oxide layer integrates molecularly with the aluminum substrate. Powder coatings, while highly durable, can chip or peel under severe abrasion since the coating bonds to rather than merges with the base metal. For black metal corner trim in high-wear environments, anodizing typically outperforms powder coating for longevity.
PVDF coating (Polyvinylidene Fluoride) represents the premium choice for extreme weather resistance. This fluoropolymer finish delivers exceptional UV stability, color retention, and chemical resistance that standard powder coatings cannot match. Aluminum corner bead on building facades, curtain walls, and exterior applications in harsh climates benefits from PVDF's 20+ year performance warranties offered by major coating manufacturers.
Micro-arc oxidation (also called plasma electrolytic oxidation) creates ceramic-like surfaces with superior hardness for applications demanding extreme wear resistance. This advanced treatment produces oxide layers significantly harder than standard anodizing, making it suitable for industrial corner profiles subjected to constant abrasion or harsh chemical exposure.
Selecting the right finish requires matching treatment characteristics to your specific operating environment. Consider these key factors:
For indoor applications, finish selection prioritizes aesthetics and cost-effectiveness. Mill finish, brushed, or clear anodized surfaces perform adequately since they face minimal environmental stress. Decorative metal corner trim in retail or residential settings often uses powder coating for its extensive color palette.
For outdoor applications, protection becomes paramount. Exterior corner moulding exposed to rain, temperature swings, and UV radiation needs anodizing at minimum. Coastal installations facing salt air demand PVDF coatings or marine-grade anodizing treatments.
Color matching presents unique challenges when corner trim must blend with adjacent materials. Anodizing offers metallic tones that complement brushed stainless steel or natural aluminum panels. Powder coating provides the widest color selection for matching painted surfaces, plastics, or laminates. Request physical samples when precise color matching matters, as screen representations rarely capture actual finish appearance accurately.
Consider this decision framework:
Understanding these finish options prepares you to specify corner profiles that perform reliably throughout their service life. The next consideration becomes where and how these profiles actually get used across different industries and applications.
Now that you understand profile types and finishes, the practical question becomes: where do these aluminum extrusions actually get used? The answer spans nearly every industry imaginable, from gleaming architectural facades to rugged industrial equipment enclosures.
Rather than organizing by product specifications (which suppliers already do), let's approach this from your perspective. What problem are you trying to solve? Identifying your use case first helps you navigate directly to the right profile specifications.
Buildings consume the largest share of corner aluminum extrusion production worldwide. These profiles solve fundamental construction challenges while delivering the clean aesthetic modern architecture demands.
Wall corners and transitions represent the most visible application. Metal corner trim protects vulnerable drywall edges in commercial corridors, conceals imperfect corner joints in residential spaces, and provides durability that painted drywall corners simply cannot match. Hospitals, schools, and high-traffic retail environments rely on aluminum corner protection to reduce maintenance costs over building lifetimes.
Window and door frames utilize corner extrusions as structural joining elements. The profiles connect horizontal and vertical frame members while maintaining weathertight integrity. Architectural-grade 6063 aluminum in T6 temper provides the strength needed for wind load resistance while accepting anodized or PVDF finishes that complement building aesthetics.
Metal building corners and siding transitions demand robust outside corner profiles. These extruded aluminum panels edges protect against physical impact, seal joints against moisture infiltration, and create visually consistent corner lines across large facade expanses. Industrial and commercial metal buildings typically specify 1.5mm to 2.5mm wall thickness profiles in mill or painted finishes.
Industrial applications push corner extrusions beyond purely decorative roles into structural territory. Here, load capacity and dimensional precision matter as much as appearance.
T-slot framing systems represent a revolution in modular construction that 80/20's aluminum building systems helped pioneer. These systems use standardized aluminum extrusions with T-shaped channels running along their lengths. Corner brackets, gussets, and aluminum extrusion connectors join profiles at precise angles without welding.
How do corner extrusions integrate with T-slot systems? Specialized t slot brackets slide into the channels and lock against perpendicular profiles, creating rigid 90-degree joints. The beauty lies in adjustability. According to Airline Hydraulics' building guide, connections are strong but non-permanent, meaning no welding is needed. You can join materials at any place, any time, and reconfigure projects as requirements change.
Machine guards and safety enclosures protect workers from moving equipment while maintaining visibility for monitoring operations. Aluminum brackets and corner gussets create the frame skeleton, with polycarbonate or mesh panels filling the spaces between. The modular nature of T-slot systems means guards can be quickly modified when production line layouts change.
Equipment enclosures for electronics, control systems, and sensitive instruments rely on corner extrusions for both structure and EMI shielding. The metal corner construction provides continuous grounding paths while precision profiles ensure panel fitment and gasketing surfaces remain true.
The following table helps you identify which specifications match your intended use:
| Application Category | Typical Profile Dimensions | Recommended Alloy | Finish Requirements | Priority |
|---|---|---|---|---|
| Architectural Trim (wall corners, window frames) | 15mm - 30mm legs, 1.0mm - 1.5mm wall | 6063-T5 | Anodized, powder coated, or PVDF | Decorative first, structural second |
| Construction (metal buildings, siding) | 25mm - 50mm legs, 1.5mm - 2.5mm wall | 6063-T6 or 6061-T6 | Mill, painted, or PVDF | Protective and structural |
| Industrial Framing (T-slot systems, machine guards) | 20mm - 80mm profiles, 2.0mm+ wall | 6061-T6 | Mill or clear anodized | Structural first, decorative second |
| Furniture and Fixtures (displays, shelving, cabinets) | 10mm - 25mm legs, 0.8mm - 1.5mm wall | 6063-T5 | Brushed, polished, or black anodized | Decorative primary |
| DIY/Maker Projects | Varies widely | 6063-T5 (easy to work) | Any finish appropriate to project | Application dependent |
Consumer-facing applications prioritize visual refinement. Display cases in jewelry stores, museums, and retail showrooms use aluminum l brackets and corner extrusions to create seamless glass-to-metal transitions. The profiles provide structural support for glass panels while presenting clean sight lines that keep attention focused on merchandise.
Shelving systems in commercial and residential settings increasingly adopt aluminum corner construction. Unlike wood or plastic alternatives, aluminum shelving maintains dimensional stability across temperature and humidity changes, resists warping, and supports heavier loads without sagging.
Cabinet trim applications range from industrial equipment housings to high-end kitchen cabinetry. Corner extrusions protect cabinet edges from chipping while providing consistent visual lines that painted edges cannot maintain long-term.
The maker movement has embraced aluminum extrusions with enthusiasm. T slot brackets and modular connectors let hobbyists, prototypers, and small-scale manufacturers build everything from 3D printer frames to CNC router enclosures without metalworking skills.
What makes this possible? The bolt-together assembly approach eliminates welding requirements while delivering professional-quality results. As Airline Hydraulics notes, putting the framework together takes minutes and is as simple as inserting connectors into the T-slot and tightening, all using basic hand tools.
Common maker applications include:
Understanding when corner extrusions serve structural versus purely decorative purposes prevents both over-engineering and under-specifying.
Decorative applications require minimal load-bearing capacity. The profile primarily covers joints, protects edges, or provides visual accent lines. Wall corner trim in a residential hallway, for instance, handles only occasional bumps from passing traffic. Thin-wall profiles (under 1.2mm) with 6063-T5 alloy perform adequately.
Structural applications demand careful load analysis. Machine guard framing must resist impact forces if equipment fails. Display case frames support glass panel weight plus merchandise loads. T-slot system assemblies might carry hundreds of pounds of tooling or materials.
For structural calculations, consider that aluminum 6061-T6 provides yield strength around 276 MPa compared to 145 MPa for 6063-T5. When load capacity matters, the alloy choice doubles available strength before permanent deformation occurs.
With proper design and assembly, aluminum frames can maintain structural integrity under substantial loads, making them a reliable choice for long-term use according to industry testing data. The key lies in matching profile specifications to actual loading conditions rather than assuming standard profiles suit every situation.
Now that you understand where corner extrusions get used, the practical challenge becomes getting them installed correctly. Proper installation techniques ensure your profiles deliver their full performance potential and visual appeal.

You have selected the perfect corner aluminum extrusion profile, specified the right finish, and received your materials. Now comes the moment of truth: installation. Even the highest-quality profiles deliver disappointing results when installed incorrectly. Gaps appear at joints, corners refuse to align, and fasteners strip out of their holes.
The good news? Proper installation techniques are not complicated once you understand the fundamentals. Whether you are working on aluminum outside corner trim for a building facade or brackets for framing an industrial enclosure, these principles apply across applications.
Accurate cutting forms the foundation of professional-looking installations. Rushing this step creates problems that compound throughout the entire project.
Measuring for precision starts with understanding your corner geometry. Do not assume corners measure exactly 90 degrees. According to construction industry standards, walls commonly deviate by 1 to 3 degrees from true square. Use a digital angle finder to measure actual corner angles before calculating your cuts.
For miter joints where two profiles meet at a corner, divide the corner angle by two to determine each cut angle. A true 90-degree corner requires two 45-degree miter cuts. An 88-degree corner needs two 44-degree cuts. This simple math prevents the frustrating gaps that plague installations based on assumptions rather than measurements.
Cutting techniques vary based on available equipment:
Always deburr cut edges before installation. A flat file or deburring tool removes the sharp edges that cause handling injuries and prevent tight joint fitment. Take extra care at the corner vertex where burrs concentrate.
Aluminum drills easily compared to steel, but this softness creates its own challenges. Incorrect techniques cause oversized holes, damaged threads, and cosmetic surface damage.
According to GAP Engineering's T-slot guide, drilling accurate holes without causing cosmetic damage requires a drill press or drill guide. Handheld drilling works for rough applications but rarely achieves the precision needed for visible installations.
Drilling best practices include:
Tapping threads in aluminum demands patience. The soft material strips easily when taps are forced or misaligned. Use tapping fluid generously, back the tap out frequently to clear chips, and maintain perfect perpendicular alignment throughout the process. For critical connections, consider using thread inserts (helicoils) that provide stronger, more durable threads than bare aluminum.
Selecting the right fastener prevents both immediate installation failures and long-term reliability problems. Each fastener type serves specific applications.
Self-tapping screws work well for thin-wall profiles (under 2mm) where pre-drilling pilot holes. They create their own threads as they drive, eliminating separate tapping operations. Use screws with coarse threads and sharp points designed for aluminum. A screw bracket connection using self-tappers assembles quickly but offers lower pullout strength than machine screw connections.
Machine screws with tapped holes provide the strongest mechanical connections. Pre-tap the profile with the appropriate thread size, then install screws with specified torque. This method suits structural aluminum corner bracket applications where vibration or loading could loosen self-tapping alternatives.
Rivets create permanent connections ideal for exterior corner trim molding where disassembly is never required. Blind rivets (pop rivets) install from one side, making them practical for assembled structures where back access is impossible. Aluminum rivets prevent galvanic corrosion concerns that arise with steel fasteners.
Structural adhesives distribute loads across entire bonding surfaces rather than concentrating stress at fastener points. Modern methacrylate and epoxy adhesives designed for aluminum provide exceptional strength when surfaces are properly prepared. Combine adhesives with mechanical fasteners for critical joints requiring both immediate holding power and long-term bond strength.
Following a consistent sequence prevents rework and ensures professional results. This process applies to most corner extrusion installations:
Connecting corner profiles within T-slot framing systems requires specific techniques. Gusset brackets and aluminum corner brackets slide into the T-slot channels and lock perpendicular profiles together at precise angles.
According to Industrial Profile Solutions, structures assembled from aluminum profile extrusions can be every bit as strong as welded fabrication when joints receive close attention to design. The fasteners hold everything together, making proper installation essential.
Proper gusset bracket installation follows this sequence:
Resist the urge to overtighten. Excessive torque strips the soft aluminum threads in T-nuts and can crack gusset brackets. If connections feel loose at specified torque, check that T-nuts are properly seated in the slots rather than applying more force.
Learning from others' errors saves time and frustration. These problems appear repeatedly across corner extrusion projects:
Over-tightening fasteners ranks as the most common mistake. Aluminum threads strip easily, especially in thin-wall profiles. Once stripped, the hole requires drilling out and tapping to a larger size or installing a thread repair insert. Use a torque-limiting driver or develop a feel for the proper resistance that indicates snug without excessive force.
Improper support spacing causes visible deflection between fasteners. Long runs of exterior corner trim molding sag noticeably when fasteners are spaced too far apart. As a general rule, spacing should not exceed 16 inches for profiles under 25mm leg length, and closer spacing (8 to 12 inches) improves appearance on visible installations.
Galvanic corrosion occurs when aluminum contacts dissimilar metals in the presence of moisture. Steel fasteners in aluminum profiles eventually create white corrosion halos around fastener heads. Prevent this by using stainless steel or aluminum fasteners, or by isolating dissimilar metals with nylon washers or non-conductive coatings.
Ignoring thermal expansion causes buckling and distortion in exterior installations. Aluminum expands approximately 0.0013 inches per foot for every 100°F temperature change. A 10-foot run of corner trim experiencing 100-degree seasonal temperature swings moves nearly 1/8 inch. Accommodate this movement by using slotted mounting holes that allow profiles to expand and contract without buckling.
Even careful installers encounter issues. Here is how to address the most frequent problems:
Misaligned corners usually result from inaccurate angle measurements or cuts. If the gap appears on the outside of the miter joint, your cut angles are too steep (total exceeds the actual corner angle). If the gap appears on the inside, your angles are too shallow. Carefully re-measure the corner angle and recut one or both pieces. For minor misalignment, strategic caulking or sealant can disguise small gaps.
Gaps at joints between straight-run profile sections indicate either profiles cut too short or substrates that are not flat. Shim behind low spots to bring profiles into plane. For gaps up to 1/16 inch, color-matched caulk provides acceptable concealment. Larger gaps require recutting or adding filler pieces.
Surface damage during installation happens when profiles contact hard surfaces or tools without protection. Prevent scratches by keeping protective film in place as long as practical during installation. For finished surfaces that do get scratched, fine abrasive pads can blend scratches into brushed finishes, while polished and anodized surfaces may require professional refinishing or replacement.
Connecting brackets feeling loose after tightening typically indicates T-nuts that have rotated out of position within the slot. Loosen the connection, verify that T-nut spring balls engage the slot opening properly, and retighten. If connections remain loose, the T-nut threads may be stripped and require replacement.
With your corner extrusions now properly installed, the final consideration becomes ensuring you selected the optimal profile for your application in the first place. Understanding selection criteria helps you make better decisions on future projects.
You have learned about profile types, finishes, applications, and installation techniques. But here is the question that determines project success or failure: how do you actually choose the right corner aluminum extrusion for your specific situation? With hundreds of profile options available, making the wrong selection means wasted money, installation headaches, or performance failures down the road.
The selection process becomes straightforward once you understand the key specifications to evaluate. Think of it as a checklist that guides you from broad requirements down to specific product choices.
Every corner extrusion selection starts with understanding five critical specification categories. Miss any one of these, and your project risks ending up with profiles that do not fit, fail prematurely, or cost more than necessary.
Dimensional requirements form the foundation of your selection. You need to define:
Alloy selection directly impacts both workability and performance. According to Silver City Aluminum's design guidelines, choosing to extrude aluminum alloys based upon temper and performance should always be your primary concern. The two dominant choices break down simply:
Temper considerations fine-tune the balance between hardness and workability:
Tolerance requirements determine how precisely profiles must match specifications. According to Silver City Aluminum's technical documentation, the larger the dimension of the design, the wider range for tolerance that will be required. Standard commercial tolerances suit most decorative applications, while precision applications (optical equipment, tight-fitting assemblies) may require custom tolerances at additional cost.
Minimum order quantities vary dramatically between stock and custom profiles. Stock shapes ship in small quantities from distributor inventory. Custom extrusions typically require minimum runs of 500 to 2,000 pounds to justify die setup costs.
Use this reference checklist when evaluating corner extrusion options:
One of the most consequential decisions involves choosing between readily available stock profiles and custom-manufactured extrusions. Each path offers distinct advantages.
Stock aluminum extrusions provide immediate gratification. According to Paramount Extrusions' sourcing guide, these standard shapes offer:
The trade-off? Stock profiles limit you to existing geometries. If your application requires specific leg lengths, unusual angles, or integrated features, stock options may not exist.
Custom aluminum extrusions deliver exact specifications at the cost of higher initial investment and longer lead times. Custom profiles make sense when:
As Paramount Extrusions notes, custom extrusions are best for engineered products, high-volume runs, or when weight savings and performance matter most. The die tooling investment typically ranges from $500 to $5,000 depending on profile complexity, with simpler aluminum angle bracket designs at the lower end.
Every project faces cost constraints. Understanding where to invest and where to economize helps you maximize value without compromising critical requirements.
Where to invest:
Where to economize:
Consider aluminum siding corner applications as an example. Visible aluminium siding corners demand quality anodized or PVDF finishes to maintain appearance over decades. But concealed structural connections behind the siding can use mill-finish stock profiles, saving finish costs where appearance is irrelevant.
Sometimes corner aluminum extrusions are not the optimal solution. Understanding alternatives helps you make informed decisions.
Bent sheet metal makes sense for simple angles in small quantities where tooling investment cannot be justified. According to Offshore Direct Metals' comparison, sheet metal can be cut and bent to create different shapes. However, bent corners introduce stress concentrations that extruded profiles avoid, and maintaining consistent angles across multiple pieces proves challenging.
Welded assemblies suit one-off custom requirements where extrusion dies cannot be justified. But welding aluminum requires specialized skills, and some aluminum grades lose strength in the heat-affected zone. As Offshore Direct Metals notes, when some grades of aluminum sheet metal are welded, the metal will lose its strength, compromising the integrity of your product.
Plastic trim offers lower material costs but sacrifices durability, temperature resistance, and professional appearance. For temporary installations, concealed applications, or extreme cost sensitivity, plastic alternatives may suffice. For anything requiring long-term performance or quality aesthetics, aluminum remains superior.
The decision framework simplifies to this: choose extrusions when you need consistent quality across multiple pieces, require specific geometric precision, or value long-term durability over initial cost savings.
Supplier catalogs and technical drawings contain essential information, but only if you know how to interpret them. When evaluating corner profile offerings, look for these key elements:
Dimensional drawings show profile cross-sections with critical measurements. Leg lengths appear as linear dimensions, wall thicknesses as annotations at specific points, and radii at corners. Verify that dimensioned values match your requirements, paying special attention to the corner vertex where specifications often differ from leg measurements.
Tolerance specifications indicate acceptable variation from nominal dimensions. A specification reading "25mm ± 0.5mm" means the actual dimension may range from 24.5mm to 25.5mm. According to Silver City Aluminum, you can check out the industry standard for tolerances in the Aluminum Standards and Data publication by the Aluminum Association.
Material specifications identify alloy and temper using standardized designations. "6063-T5" tells you exactly what you are getting. Avoid suppliers who list only "aluminum" without alloy specifics.
Weight per unit length (often expressed as kg/m or lb/ft) helps calculate shipping costs and verify wall thickness. Heavier profiles of identical exterior dimensions indicate thicker walls.
Finish codes vary between suppliers but typically indicate surface treatment type and color. Ask for clarification if codes are not defined in the documentation.
When specifications seem unclear or incomplete, contact the supplier for clarification before ordering. Assumptions about unstated specifications lead to costly surprises when materials arrive.
With selection criteria now clear, the final step becomes finding a supplier capable of delivering the profiles you need. Evaluating supplier capabilities helps you identify partners who can support your project from initial inquiry through delivery.

You have defined your specifications, selected the right profile type, and understand exactly what your project needs. Now comes a question that determines whether your project succeeds or stumbles: where to buy extruded aluminum that meets your requirements? Finding a capable supplier involves far more than comparing price quotes. The manufacturer you choose becomes your technical partner, influencing everything from product quality to delivery reliability.
The aluminum extrusion supply chain offers multiple sourcing paths, each with distinct advantages. Understanding how to evaluate suppliers helps you identify partners capable of supporting your corner extrusion project from initial concept through final delivery.
Not all aluminum extrusion suppliers offer equal capabilities. According to Ya Ji Aluminum's supplier selection guide, a qualified extrusion supplier offers much more than extruded profiles. They provide engineering collaboration, quality assurance, and integrated production capabilities that align with your business goals.
When evaluating potential suppliers, assess these critical capability areas:
Extrusion press capacity and range directly impacts what profiles a supplier can produce. Press tonnage determines maximum profile size and complexity. Smaller presses (under 1,500 tons) handle simple shapes and smaller cross-sections adequately. Complex corner profiles with tight tolerances benefit from larger presses that deliver more consistent pressure and better dimensional control.
For example, Shengxin Aluminium operates 35 extrusion presses ranging from 600T to 5500T, providing flexibility to match press capacity to profile requirements. This range matters because your aluminum l bracket might run efficiently on a mid-size press, while larger structural profiles demand heavy-tonnage equipment.
In-house finishing capabilities reduce lead times and quality risks compared to suppliers who outsource surface treatments. Look for suppliers offering:
CNC machining and secondary processing transform raw extrusions into finished components ready for assembly. Suppliers with integrated machining centers offer precision cutting, drilling, tapping, and bending under one roof. This consolidation improves consistency and reduces the coordination headaches of managing multiple vendors.
Quality certifications verify that suppliers maintain rigorous process controls. According to Ya Ji Aluminum's analysis, high-performing vendors maintain rigorous quality management systems backed by internationally recognized certifications such as ISO 9001 or IATF 16949 for automotive applications. Ask about in-house testing capabilities including dimensional inspection, tensile strength testing, and surface quality verification.
Technical support availability separates order-takers from true manufacturing partners. Experienced suppliers help optimize designs for manufacturability, recommend appropriate alloys and finishes, and troubleshoot issues before they become problems. With over 30 years of industry experience, suppliers like Shengxin Aluminium provide end-to-end support from die development through mass production, exemplifying the partnership approach that delivers successful outcomes.
Beyond basic capabilities, the best suppliers function as extensions of your team. Here are the essential capabilities that distinguish exceptional manufacturing partners:
When evaluating these capabilities, request specific examples. Ask to see similar projects the supplier has completed. Review their equipment lists and certifications. Suppliers confident in their capabilities welcome this scrutiny.
Your order quantity significantly influences both pricing and sourcing options. Understanding these dynamics helps you optimize your purchasing strategy.
Retail quantities (small orders of stock profiles) typically source through distributors and metal service centers. You pay convenience premiums but gain immediate availability and no minimum order requirements. This path suits prototype work, repairs, and small projects where speed matters more than unit cost.
Wholesale quantities open doors to direct manufacturer relationships and significant per-unit savings. According to Monarch Metal's 2025 sourcing guide, custom extruded aluminium programs become economical at volumes justifying die investment and minimum production runs. Typical minimums range from 500 to 2,000 pounds depending on the supplier.
For aluminum mounting brackets and corner profiles ordered repeatedly, establishing supplier relationships pays dividends. Negotiate volume pricing, arrange blanket orders with scheduled releases, and lock in die ownership that protects your custom profile designs.
The decision between domestic and international suppliers involves trade-offs beyond simple per-unit pricing. According to Monarch Metal's analysis, sourcing custom aluminum extrusions used to be a simple price equation, but in 2025, the decision now hinges on lead time, compliance risk, quality control, and total landed cost.
Domestic sourcing advantages:
International sourcing advantages:
However, international sourcing requires careful total landed cost analysis. Monarch Metal emphasizes calculating TLC = Ex-works price + Freight + Duties + Tariffs + Compliance + Carrying Cost + Risk Buffer. Even an 8-week ocean transit that forces you to carry extra inventory can erase apparent price advantages.
For aluminium extrusion connectors and aluminum extrusion hardware with steady, predictable demand, international sourcing can deliver meaningful savings. For projects requiring agility, quick design iterations, or small quantities, domestic suppliers typically prove more practical despite higher unit prices.
Systematically comparing potential suppliers prevents decisions based on incomplete information. Consider evaluating candidates across these dimensions:
| Evaluation Criteria | Questions to Ask | Why It Matters |
|---|---|---|
| Production Capacity | What press tonnages are available? What is monthly capacity? | Ensures supplier can handle your volume and profile complexity |
| Technical Expertise | How long have they been in business? What industries do they serve? | Experience translates to fewer problems and better solutions |
| Quality Systems | What certifications do they hold? What testing capabilities exist? | Verifies consistent quality and traceability |
| Value-Added Services | Do they offer finishing, machining, and assembly in-house? | Consolidated services reduce coordination burden |
| Responsiveness | How quickly do they respond to inquiries? Who is your contact? | Indicates how issues will be handled when they arise |
Request samples before committing to production orders. Evaluate surface finish quality, dimensional accuracy, and how well the sample matches your specifications. Ask for references from customers with similar requirements and follow up with them about real-world performance.
According to Ya Ji Aluminum's recommendations, before committing to a full contract, request physical samples to validate extrusion precision, surface finish, and material consistency. If possible, conduct an on-site factory audit or virtual walkthrough to assess machinery, cleanliness, and workflow organization.
Finding the right supplier takes effort, but the investment pays dividends throughout your project. A capable manufacturing partner transforms corner aluminum extrusion from a commodity purchase into a strategic advantage that supports your success.
You have journeyed from understanding what makes corner aluminum extrusion unique to evaluating suppliers capable of delivering quality profiles. That is a lot of ground to cover. But knowledge without action remains just information. The real value comes from applying what you have learned to your specific project.
Whether you are designing architectural trim, building industrial frames, or planning a DIY workstation, the principles remain consistent. Let's translate everything into actionable next steps based on where you stand right now.
Your position in the project lifecycle determines your immediate priorities. Consider which stage best describes your situation:
If you are just learning about corner extrusions: You have built a solid foundation. You now understand profile geometries, alloy options, finish treatments, and application considerations that many buyers overlook. Before moving forward, take time to observe corner extrusions in the environments around you. Notice how outside corner profiles protect building edges, how aluminum extrusion corner details finish display cases, and how T-slot systems use aluminum mounting bracket connections. This real-world observation reinforces concepts and helps you visualize solutions for your own projects.
If you are ready to specify products: Your checklist becomes concrete. Measure actual corner angles rather than assuming 90 degrees. Define leg lengths based on coverage requirements. Select alloy (6063 for aesthetics, 6061 for strength) and temper (T5 for general use, T6 for maximum strength) appropriate to your loading conditions. Determine finish requirements based on environment exposure. Calculate quantities including waste allowances for cuts and potential errors. With specifications documented, you can request meaningful quotes from suppliers.
If you are seeking manufacturing partners: Focus on capability alignment. Does the supplier's press range accommodate your profile complexity? Can they provide the surface treatments your application demands? Do they offer the extruded aluminum brackets, aluminum profile bracket options, and secondary processing your project requires? Most importantly, do they provide technical support that helps you succeed?
The most critical consideration in any corner extrusion project: matching profile specifications and finish to your specific application requirements. Compromise here, and no amount of careful installation or supplier negotiation compensates for the fundamental mismatch.
Success with corner aluminum extrusion projects comes down to working with partners who understand your requirements and can deliver consistent quality. According to best practices for working with aluminum extrusion suppliers, maintaining open and frequent communication with potential suppliers, clearly conveying your project goals, expectations, and timelines fosters transparency and builds a solid foundation for collaboration.
The partnership approach matters especially for custom profiles. Suppliers who engage early in the design process bring valuable expertise in optimizing extrusion design for manufacturability, cost-effectiveness, and performance. Their insights can enhance functionality and aesthetics while preventing costly design iterations later.
Consider suppliers offering comprehensive capabilities under one roof. Shengxin Aluminium's deep processing and custom extrusion services exemplify this integrated approach, with technical teams providing end-to-end support from die development through mass production. When your aluminum extrusion connector requirements, finishing specifications, and machining needs all route through a single partner, coordination simplifies dramatically.
For custom corner profiles, die development capability proves especially valuable. Suppliers who design and manufacture dies in-house control quality from the start, optimize geometry for your specific requirements, and reduce the iterations that delay production schedules.
As you move forward, remember that corner aluminum extrusion offers remarkable flexibility when you understand the options available. The angular profiles protecting building corners, framing industrial equipment, and finishing consumer products all share common manufacturing foundations. The differences lie in specifications tailored to specific applications.
Apply the knowledge you have gained to make informed decisions. Balance performance requirements with budget realities. Specify what your application truly needs rather than defaulting to over-engineered or under-specified solutions. And choose manufacturing partners who view your success as their own.
Your corner extrusion project awaits. With solid foundational knowledge and clear selection criteria, you are positioned to achieve results that meet both functional requirements and aesthetic expectations.
Corner aluminum extrusion serves multiple purposes across industries. In architecture and construction, it protects wall corners, finishes window and door frames, and creates clean transitions on metal building siding. Industrial applications include T-slot framing systems, machine guards, and equipment enclosures. The profiles also appear in furniture, retail fixtures, display cases, and DIY projects where precise corner finishing and edge protection are needed.
Inside corner profiles fit into internal angles where two surfaces meet, ideal for concealing joints and interior finishing work like wall corner trim. Outside corner extrusions wrap around external edges, providing protection and visible transitions on building corners, cabinet edges, and display cases. The key distinction is that L-profiles wrap around edges while V-profiles nestle into joints. Measure your actual corner geometry before selecting.
Surface treatment options include mill finish (raw aluminum), mechanical finishes (brushed or polished), anodizing (clear, bronze, black, or custom colors), powder coating (extensive color palette), and PVDF coatings for extreme weather resistance. Anodizing creates an integral oxide layer that resists scratching better than powder coating, making it preferable for high-wear applications. PVDF offers 20+ year performance for exterior architectural installations.
Custom aluminum extrusion costs depend on profile complexity, die tooling investment, volume, and finishing requirements. Die tooling typically ranges from $500 to $5,000 based on design complexity. Minimum production runs usually require 500 to 2,000 pounds to justify setup costs. Stock profiles eliminate tooling fees and offer immediate availability at predictable pricing. Working with manufacturers like Shengxin Aluminium who operate 35 presses and offer factory-direct pricing can optimize costs.
Two alloys dominate corner extrusion applications. Aluminum 6063-T5 offers superior corrosion resistance, excellent formability, and beautiful anodized finishes, making it ideal for decorative and architectural applications. Aluminum 6061-T6 provides approximately double the yield strength (276 MPa versus 145 MPa), suitable for structural applications requiring load-bearing capacity. Choose 6063 when appearance matters most; select 6061 when rigidity and strength take priority.




 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










