

When you're sourcing aluminum profiles for your next project, the terminology can get confusing fast. Half round, half oval, half pipe—they sound similar, but choosing the wrong one could mean costly rework or structural failure. Let's cut through the confusion and establish exactly what makes half round aluminum extrusions distinct from other curved profiles.
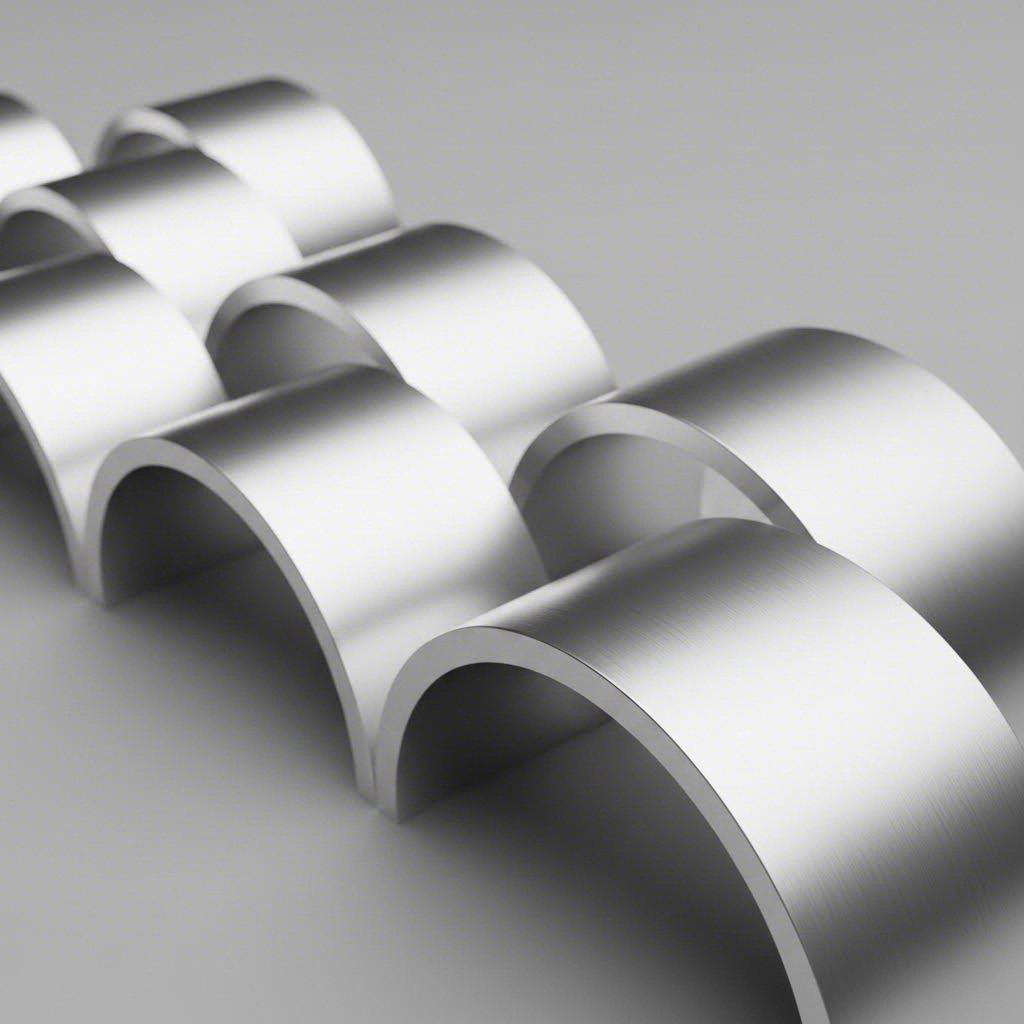
A half round aluminum extrusion features a precise semi-circular cross-section—imagine slicing a full round bar exactly in half along its length. This creates a profile with one perfectly curved surface and one flat surface, forming a true 180-degree arc. The flat side provides a stable mounting surface, while the curved exterior delivers both aesthetic appeal and functional performance.
The semi-circular geometry of aluminum half round profiles isn't just about looks. This shape distributes stress evenly across the curved surface, enhancing resistance to deformation under load. You'll notice this matters significantly in applications like handrails, architectural trims, and edge protection where the profile must handle both visual expectations and structural demands.
What sets these profiles apart is their versatility in connection methods. The flat surface allows for straightforward mounting using adhesives, mechanical fasteners, or welding. Meanwhile, the curved face creates a soft visual effect that's ideal for decorative applications—from furniture design to building facades.
Round aluminum extrusion in half-round form also simplifies integration with other structural components. Whether you're embedding the profile into a channel or bending it for curved installations, the geometry accommodates both requirements efficiently.
Here's where most buyers stumble. These three profile types look similar at first glance, but their cross-sectional differences determine their performance characteristics and ideal applications. Understanding these distinctions prevents ordering errors and ensures your project specifications align with actual material capabilities.
| Profile Type | Shape Description | Cross-Section Characteristics | Typical Applications |
|---|---|---|---|
| Half Round | True semi-circle with flat base | 180-degree arc; equal radius throughout; solid or hollow options available | Handrails, architectural trim, edge protection, decorative molding |
| Half Oval | Elongated semi-ellipse with flat base | Elliptical curve; wider than tall; varying radii across the arc | Grab handles, ergonomic grips, low-profile trim applications |
| Half Pipe | Semi-circular tube with hollow interior | 180-degree arc; consistent wall thickness; open channel design | Cable protection, drainage channels, industrial chutes, gutter systems |
| D-Shaped | Semi-circle with extended flat section | Curved face with proportionally larger flat mounting surface | Structural tubing, heavy-duty rails, industrial framing |
Notice how aluminum quarter round differs as well—it features only a 90-degree arc, representing one-quarter of a full circle rather than half. This makes it suitable for corner trim and edge finishing where a full semi-circular profile would be excessive.
When specifying your project requirements, always reference the cross-sectional geometry rather than relying on generic naming conventions. A profile labeled "half round" by one supplier might technically be a half oval at another. Request dimensional drawings or cross-section specifications to confirm you're getting the exact shape your application demands.

Ever wondered how a solid block of aluminum transforms into that perfectly curved half round profile? The manufacturing process behind round extruded aluminum is both fascinating and highly technical—and understanding it helps you specify better products for your projects. Let's walk through the complete journey from raw material to finished aluminum extrusion parts.
The extrusion process essentially works like a sophisticated play-dough press. Heated aluminum is forced through a precisely engineered opening, emerging as a continuous profile with consistent cross-sectional dimensions. For half round shapes, this process demands exceptional die engineering and careful process control to maintain that perfect semi-circular geometry throughout the entire length.
The die is where the magic happens. This hardened steel tool contains the negative impression of your half round profile—the opening through which heated aluminum flows to take its final shape. Creating a die for round aluminium extrusion requires precision engineering down to thousandths of an inch.
For half round profiles specifically, die designers must account for several critical factors:
Custom dies enable manufacturers to produce half round extrusions in virtually any diameter, wall thickness, or dimensional configuration you need. This flexibility means you're not limited to off-the-shelf sizes—your profile can match your exact project specifications.
The transformation from raw aluminum to finished half round extrusion follows a carefully orchestrated sequence. Each step builds on the previous one, and process control at every stage determines the final product quality. Here's the complete manufacturing sequence:
The entire extrusion process—from loading a heated billet to emerging profile—takes only seconds. However, the engineering, setup, and quality control surrounding those seconds represent hours of preparation and expertise.
Understanding this manufacturing sequence helps you appreciate why certain specifications affect cost and lead time. Custom dies require upfront investment and development time, but they unlock precise dimensional control that standard profiles simply can't match. With the right alloy selection—which we'll explore next—your half round extrusions will deliver exactly the performance characteristics your application demands.
Here's where projects succeed or fail before a single piece gets installed. Choosing the wrong alloy for your half round aluminum extrusions means compromising strength, corrosion resistance, or surface finish quality—sometimes all three. The good news? Your decision essentially comes down to two alloys that dominate the extrusion industry: 6061 and 6063.
Both belong to the 6000 series, meaning they're primarily alloyed with magnesium and silicon. But subtle differences in their chemical composition create significant performance variations. Understanding these distinctions ensures your round aluminum stock performs exactly as your application demands.
If you're sourcing half round profiles for visible architectural elements, 6063 is likely your answer. Often called "architectural aluminum," this alloy has been optimized specifically for extrudability and delivers exceptional surface finish quality that anodizes beautifully.
What makes 6063 stand out for aluminum extrusion round profiles? Its composition tells the story—approximately 98.9% aluminum with smaller amounts of magnesium (0.45-0.9%) and silicon (0.2-0.6%) compared to 6061. This simpler alloy structure creates several advantages:
You'll find 6063 half round extrusions in window and door frames, decorative trim, furniture components, signage, and architectural channels. When visual appeal matters as much as function, this alloy delivers consistently.
When your half round profile needs to handle serious loads, 6061 steps up. Known as "structural aluminum," this alloy contains higher levels of magnesium (0.8-1.2%), silicon (0.4-0.8%), plus additional copper and chromium that boost its mechanical properties.
The tradeoff is straightforward—6061 sacrifices some surface finish quality and corrosion resistance for greater strength and hardness. With a Brinell hardness value of 95 compared to 6063's 73, this alloy handles structural demands that would deform softer materials.
Consider 6061 for your 1 2 aluminum rod or half round profile when applications include:
While 6061 is weldable, it requires proper filler material selection to prevent solidification cracks. Its machinability rating of 50% makes it better suited for post-extrusion CNC operations compared to 6063.
Numbers tell the real story. This comparison table breaks down the critical differences you need to evaluate before specifying your half round extrusion alloy:
| Property | 6061 Aluminum | 6063 Aluminum |
|---|---|---|
| Tensile Strength (T6 temper) | 45,000 psi (310 MPa) | 35,000 psi (241 MPa) |
| Brinell Hardness | 95 | 73 |
| Corrosion Resistance | Good | Excellent |
| Surface Finish Quality | Good | Excellent |
| Anodizing Response | Good | Superior |
| Weldability | Good (requires proper filler) | Excellent |
| Machinability | 50% rating | Fair |
| Formability | Good | Excellent |
| Extrudability | Good for simpler shapes | Superior for complex profiles |
| Primary Applications | Structural, aerospace, machinery | Architectural, decorative, furniture |
The alloy number is only half the specification—temper designation determines the final mechanical properties of your half round extrusion. Both 6061 and 6063 can be heat-treated, with T5 and T6 being the most common tempers for extruded profiles.
T5 temper indicates the aluminum was cooled from elevated temperature shaping and then artificially aged. This process is simpler and less expensive, producing moderate strength levels suitable for many architectural applications. Most 6063 extrusions ship in T5 temper.
T6 temper involves solution heat treatment by artificial aging—a more intensive process that maximizes strength and hardness. If your half round profile faces significant structural loads or needs maximum durability, specifying T6 temper ensures optimal mechanical performance.
The performance difference is substantial. A 6061-T6 extrusion delivers approximately 30% higher tensile strength than the same alloy in T5 temper. However, this strength gain comes with slightly reduced formability—important to consider if your fabrication process includes bending or forming operations.
With alloy selection clarified, the next critical step involves understanding the dimensional standards and tolerances that govern half round extrusion specifications.

You've selected the right alloy—now comes the challenge that trips up even experienced buyers. Specification sheets for half round aluminum extrusions can read like a foreign language if you don't understand the conventions. Wall thickness tolerances, circumscribing circle dimensions, straightness allowances—these technical details determine whether your profiles fit perfectly or require costly modifications.
Imagine ordering 500 feet of half round trim only to discover it's 0.030 inches wider than your mounting channel allows. That's not a manufacturing defect—it's within standard tolerances that you didn't account for. Let's decode these specifications so you can order with confidence.
Half round extrusions don't follow a universal sizing standard like pipe or tubing. Instead, manufacturers offer ranges of diameters and wall thicknesses that accommodate most applications. When sourcing from suppliers like mcmaster carr aluminum extrusion catalogs or specialized extruders, you'll encounter these common dimensional parameters:
The circumscribing circle concept is critical for understanding extrusion capabilities. This refers to the smallest circle that completely encloses the profile's cross-section. For half round shapes, the circumscribing circle diameter equals the profile's outer diameter. According to industry tolerance standards, this dimension directly influences achievable tolerances and minimum wall thicknesses.
Minimum wall thickness varies by alloy. For 6061 aluminum, expect minimums around 0.040-0.050 inches for small profiles. The 2024, 7050, and 7075 alloys used in aerospace applications require thicker walls due to their reduced extrudability.
Here's what most specification sheets don't explain clearly: tolerances aren't arbitrary numbers—they reflect the physical realities of the extrusion process. The Aluminum Association's ANSI H35.2 standard and Aluminum Standards and Data (ASD) publication establish the industry benchmarks you'll see referenced.
These "rules of thumb" help you estimate tolerances when detailed specifications aren't immediately available:
Notice that larger dimensions require wider tolerance ranges. A half round profile with a 0.500-inch outer diameter achieves tighter tolerances than the same shape at 1.000 inches. This relationship between size and precision affects both cost and achievable accuracy.
All critical dimensions should be discussed between the purchaser and extruder to determine the most practical tolerances for each specific application.
When tighter tolerances are essential, expect cost implications. Achieving precision beyond standard tolerances requires die modifications, slower extrusion rates, increased inspection frequency, and higher rejection rates. However, experienced extrusion manufacturers may suggest design changes that help achieve your fit, form, and functional requirements without escalating costs.
Corner radii represent another often-overlooked specification. Because extrusion dies are cut using wire EDM, the wire diameter determines the minimum achievable corner radius—typically no smaller than 0.005 inches. For half round profiles, this primarily affects the transition between the curved and flat surfaces.
When reviewing mcmaster carr extruded aluminum specifications or any supplier's data sheets, verify whether dimensions reference outer diameter, inner diameter, or centerline radius. Misinterpreting these conventions causes ordering errors that tolerances can't compensate for. With dimensional standards understood, you can now match these specifications to real-world applications across different industries.
So you've got the right alloy and dimensions locked in—but where do half round aluminum extrusions actually shine? The answer spans everything from sleek architectural facades to rugged industrial equipment. This profile's unique combination of a curved exterior and flat mounting surface creates advantages that other shapes simply can't replicate.
Think about it: the semi-circular geometry distributes impact forces evenly, the flat base simplifies installation, and the curved face delivers that clean, professional aesthetic clients expect. Whether you're an architect specifying decorative aluminum profiles or an engineer designing protective edge guards, understanding where these profiles excel helps you make smarter specification decisions.
Walk through any modern commercial building, and you'll spot half round profiles working in ways you might not immediately recognize. Their popularity in architectural applications stems from a simple reality—they solve multiple design challenges simultaneously.
Half round aluminum trim has become a go-to solution for finishing edges, transitions, and exposed surfaces. Unlike sharp-edged profiles that can catch clothing or cause injury, the curved face creates a safe, tactile surface that's comfortable to touch. This matters tremendously in high-traffic environments like retail spaces, hospitals, and educational facilities.
The aluminum extrusion handrail application deserves special attention. Building codes require specific grip dimensions for accessibility compliance—and half round profiles naturally meet these requirements. The curved surface fits comfortably in the hand, providing secure grip without sharp edges that could cause injury during a fall. When anodized or powder coated, these handrails maintain their appearance for decades with minimal maintenance.
Architects particularly value how half round extrusions accept surface finishes. As noted in industry guidance on profile selection, polished or mirror finishes on half round profiles provide a sleek, modern look ideal for retail displays, interior design, and high-end furnishings where aesthetics are a priority.
Beyond aesthetics, half round aluminum extrusions solve practical engineering problems in demanding environments. The semi-circular cross-section isn't just visually appealing—it's structurally efficient and functionally superior for specific applications.
Industrial environments often expose aluminum profiles to chemicals, moisture, abrasion, or extreme temperatures. In such settings, an anodized or brushed finish significantly improves resistance to corrosion, wear, and UV degradation—making half round profiles ideal for factories, laboratories, food processing facilities, and marine environments.
The profile's versatility extends to structural applications where weight matters. Compared to solid round bar stock, hollow half round extrusions deliver comparable rigidity at a fraction of the weight. This advantage proves critical in transportation equipment, portable displays, and any application where reducing mass improves performance or reduces shipping costs.
Half round aluminum extrusions have found an enthusiastic audience among makers, hobbyists, and custom fabricators. The flat mounting surface simplifies attachment to substrates, while the curved face adds professional polish to homemade projects.
What makes these profiles particularly DIY-friendly is their workability. Standard woodworking tools—miter saws with carbide blades, drill presses, and basic hand tools—handle aluminum extrusions without specialized equipment. The 6063 alloy commonly used in half round profiles bends without cracking, allowing curved installations without expensive forming equipment.
With such diverse applications across industries, the next consideration becomes surface treatment—because how you finish these profiles determines both their appearance and long-term performance in your specific environment.

You've selected the perfect alloy, nailed down your dimensions, and identified exactly where your half round aluminum extrusions will be installed. But here's the question that separates projects that last decades from those that fail within years: what surface treatment will protect your investment and deliver the appearance your application demands?
The raw aluminum emerging from an extrusion press—called mill finish—is just the starting point. Without proper surface treatment, that pristine metal will oxidize, stain, and degrade when exposed to environmental factors. Understanding your aluminum surface finishing options ensures you specify the right protection for your specific conditions.
Each finishing method offers distinct advantages depending on your performance requirements, aesthetic goals, and budget constraints. Let's break down the four primary options you'll encounter when specifying anodized aluminum extrusion and other finish types.
Beyond these standard options, advanced treatments like micro-arc oxidation create ceramic-like surfaces with superior hardness and wear resistance for demanding industrial applications. Manufacturers with comprehensive finishing capabilities can deliver custom aluminum extrusion finishes in colors ranging from champagne and rose gold anodizing to virtually any RAL color in powder coat.
| Finish Type | Durability | Color Options | Best Applications | Key Consideration |
|---|---|---|---|---|
| Mill Finish | Low (unprotected) | Natural aluminum only | Concealed installations, pre-painting | Requires additional protection for exterior use |
| Anodizing | Excellent abrasion resistance | Metallic tones, limited colors | Storefronts, handrails, high-traffic areas | Integral to metal—cannot peel |
| Powder Coating | Good impact resistance | Unlimited colors | Interior/exterior architectural | Zero VOC, may show texture |
| PVDF | Superior UV/chemical resistance | Wide palette including metallics | Curtainwall, roofing, facades | Up to 30-year warranties available |
For projects requiring both aesthetic versatility and proven durability, working with manufacturers offering end-to-end surface treatment capabilities simplifies procurement. Shengxin Aluminium's deep processing services include anodizing in custom colors, powder coating, PVDF application, and micro-arc oxidation—allowing you to source finished profiles ready for installation rather than coordinating multiple vendors.
Surface finishing is only part of the equation. How you cut, drill, weld, and bend half round extrusions determines whether your finished installation meets quality expectations. The semi-circular geometry creates unique fabrication challenges that require specific techniques.
Cutting Considerations: The curved profile tends to rotate during cutting if not properly secured. Use V-block fixtures or custom jigs that cradle the curved surface while presenting the flat side to the blade. Carbide-tipped saw blades designed for non-ferrous metals produce clean cuts without burring. For precision cuts, CNC machining centers with programmable stops eliminate measurement errors across production runs.
Drilling Half Round Profiles: The curved surface creates a challenge—drill bits want to walk before breaking through. Start with a center punch or use a drill press with the profile secured flat-side-down. For through-holes, back the curved surface with sacrificial material to prevent exit burrs. When possible, specify pre-drilled holes during extrusion or from manufacturers offering CNC drilling services to eliminate field fabrication entirely.
Welding Aluminum Half Round: Both 6061 and 6063 alloys are weldable, but proper technique matters. Use appropriate filler materials—4043 for 6063 and 4043 or 5356 for 6061—to prevent solidification cracking. The semi-circular shape complicates heat distribution; work in short sections to prevent warping. Post-weld anodizing requires careful cleaning to achieve uniform appearance across welded joints.
Bending and Forming: The 6063 alloy's excellent formability makes it the preferred choice when curved installations are required. However, bending half round profiles introduces complications that flat or round stock doesn't present:
For complex bends, specify T4 temper (solution heat-treated but not artificially aged) for maximum formability, then heat treat to T6 after forming if higher strength is required.
Always perform bending and forming operations before anodizing or painting. Surface treatments applied after fabrication ensure uniform appearance and eliminate the risk of finish cracking at bend locations.
The fabrication sequence matters as much as individual techniques. Proper planning—cutting, drilling, bending, then finishing—prevents costly rework and ensures your half round extrusions meet both dimensional and aesthetic requirements. With surface treatment and fabrication considerations addressed, the next step involves systematically matching all these specifications to your specific project requirements.
You've absorbed a lot of technical information—alloys, tempers, tolerances, finishes, and fabrication methods. Now comes the practical question: how do you pull all these variables together into a specification that actually works for your project? Without a systematic approach, it's easy to overlook critical factors that lead to costly mistakes or underperforming installations.
Choosing aluminum extrusion size and specifications isn't about finding the "best" option in absolute terms. It's about finding the right match for your specific combination of load requirements, environmental conditions, aesthetic expectations, and budget realities. Let's build a decision framework you can apply to any half round extrusion project.
Think of specification selection as solving a puzzle where each piece must fit with the others. Your load requirements influence alloy choice. Your environment determines finish requirements. Your aesthetic needs affect both alloy and finish selection. And your budget constrains all of these decisions. Here's how to work through each factor systematically.
Load and Structural Requirements: Start by honestly assessing what your profile needs to handle. Will it bear weight, resist impact, or simply serve a decorative function? As noted in aluminum selection guidance, strength-to-weight ratio becomes critical for structural applications while purely decorative profiles can prioritize surface finish quality over mechanical properties.
Environmental Exposure Assessment: Where will your half round extrusion live? Indoor climate-controlled environments demand far less protection than coastal installations or industrial facilities with chemical exposure. According to profile selection experts, corrosion resistance becomes essential for marine, chemical, or outdoor environments—directly impacting both alloy and finish decisions.
Aesthetic Priorities: Sometimes appearance matters as much as performance. If your half round extrusion specifications include visible installations, surface finish quality becomes non-negotiable. The 6063 alloy delivers superior anodizing response—critical when color matching across multiple profiles or achieving that flawless architectural look.
Budget Considerations: Every specification decision carries cost implications. Custom dies require upfront investment. Tighter tolerances increase per-foot pricing. Premium finishes add to the total. As emphasized in extrusion design guidance, understanding how different elements affect pricing helps you make better decisions and get the best value—sometimes investing more upfront prevents costly failures later.
Before contacting suppliers or finalizing specifications, work through this aluminum profile selection guide. Each question builds on the previous answers, creating a comprehensive specification that addresses all critical factors.
The best specification balances performance requirements against budget realities. Over-specifying wastes money; under-specifying risks failure. Consult with experienced manufacturers early in your design process—their engineering input often reveals practical solutions you hadn't considered.
Walking through these questions before custom aluminum extrusion ordering prevents the frustrating back-and-forth that occurs when specifications are incomplete or contradictory. Suppliers can quote accurately, production runs smoothly, and your finished profiles arrive ready to install without surprises. With your specifications clearly defined, the final consideration becomes finding the right manufacturing partner to deliver on those requirements.
You've done the hard work—defining specifications, selecting alloys, determining finishes, and mapping out fabrication requirements. Now comes the decision that determines whether all that planning translates into successful project execution: choosing your aluminum extrusion supplier. The wrong partner can turn a perfectly specified project into a nightmare of delays, quality issues, and cost overruns.
Finding a reliable custom aluminum extrusion manufacturer isn't simply about comparing prices. Your supplier becomes an extension of your engineering team, influencing everything from die development timelines to final product consistency. Let's examine what separates exceptional partners from vendors who merely take orders.
Experience matters—but not just years in business. You want a supplier who has solved problems similar to yours. According to industry selection guidance, an experienced supplier brings lessons learned from years of solving complex extrusion challenges, not just technical expertise.
When evaluating potential aluminum extrusion supplier options, focus on these critical capabilities:
The most valuable suppliers function as an extension of your team, contributing to product improvement and operational efficiency—not just filling orders.
Communication responsiveness reveals a lot about partnership potential. As noted in extrusion supplier selection criteria, evaluate how quickly suppliers respond to inquiries, whether they assign dedicated contacts, and how transparently they communicate about lead times and potential issues.
With your half round extrusion specifications finalized, procurement becomes a structured process rather than guesswork. Follow these steps to ensure smooth ordering:
For projects requiring comprehensive support from die development through finished parts, manufacturers with extensive capabilities simplify procurement significantly. Shengxin Aluminium exemplifies this integrated approach—with over 30 years of experience, 35 extrusion presses ranging from 600T to 5500T, and CNC machining centers capable of precise cutting, drilling, and bending. Their technical team provides end-to-end support, while factory-direct pricing eliminates middleman markups.
Before finalizing any supplier relationship, ask about defect resolution policies, warranty terms, and how they handle urgent reorders. Responsiveness during problems reveals true partnership commitment.
The aluminum profile factory direct model offers particular advantages for custom half round extrusions. By working directly with the manufacturer rather than through distributors, you gain access to engineering expertise, faster design iterations, and pricing transparency that intermediaries cannot match.
Your half round aluminum extrusion project's success ultimately depends on the partnership you establish. Choose a supplier with the technical capabilities to meet your specifications, the quality systems to ensure consistency, and the communication commitment to solve problems before they impact your timeline. That combination transforms aluminum extrusion procurement from a procurement headache into a competitive advantage.
Half round extrusions feature a true semi-circular cross-section with a 180-degree arc and equal radius throughout, creating one curved surface and one flat mounting base. Half oval extrusions have an elongated semi-elliptical shape that's wider than tall with varying radii across the arc. Half round profiles are ideal for handrails and decorative trim, while half oval profiles work better for ergonomic grips and low-profile applications where a flatter curve is preferred.
For architectural and decorative applications, 6063 aluminum is the preferred choice due to its superior surface finish quality, excellent anodizing response, and better corrosion resistance. For structural or load-bearing applications, 6061 aluminum offers higher tensile strength (45,000 psi vs 35,000 psi in T6 temper) and greater hardness. Both alloys are available in T5 and T6 tempers, with T6 providing maximum strength after solution heat treatment and artificial aging.
Common surface finishes include mill finish (as-extruded), anodizing, powder coating, and PVDF coatings. Anodizing creates a hard oxide layer that cannot peel and offers excellent abrasion resistance—ideal for high-traffic areas. Powder coating provides unlimited color options with zero VOC emissions. PVDF coatings deliver superior UV and chemical resistance with warranties up to 30 years. Manufacturers like Shengxin Aluminium also offer advanced treatments like micro-arc oxidation for demanding industrial applications.
Industry standard tolerances per ANSI H35.2 include straightness of ±0.0125 inches per foot, twist of 0.5 degrees per foot, flatness of ±0.004 inches multiplied by profile width, and wall thickness of ±10% of nominal dimension. Larger profiles require wider tolerance ranges. Tighter tolerances are achievable but increase costs due to die modifications, slower extrusion rates, and higher inspection requirements. Always discuss critical dimensions with your extruder before ordering.
Half round profiles serve diverse applications across industries. Architectural uses include handrails, window and door frames, decorative trim, and furniture edge banding. Industrial applications encompass edge protection, cable management systems, conveyor guides, and machinery guards. The semi-circular geometry provides safe tactile surfaces for high-traffic areas, distributes impact forces evenly, and offers a professional aesthetic. DIY applications include boat rub rails, RV modifications, and custom furniture builds.




 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










