

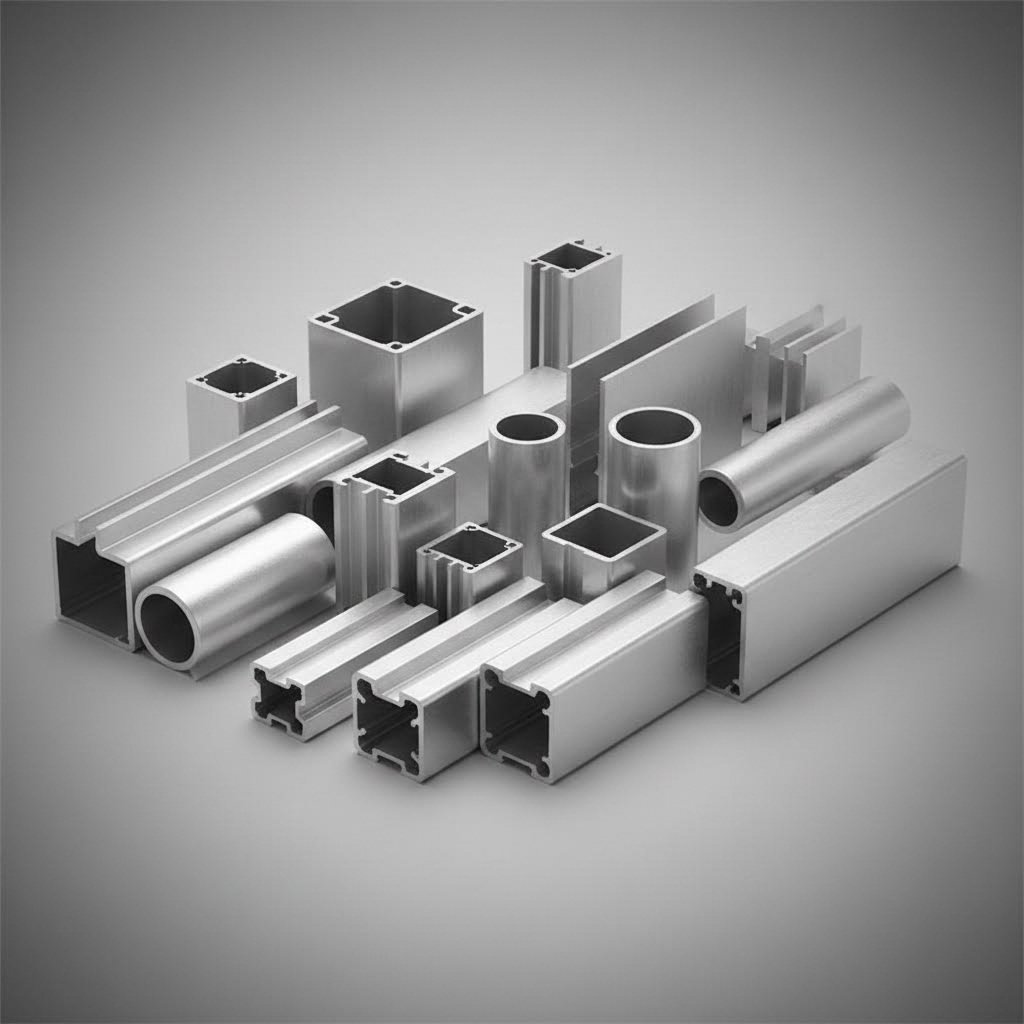
6000 series aluminum extrusion refers to aluminum profiles manufactured from alloys containing magnesium and silicon as their primary alloying elements. This alloy family represents the most widely used material for extrusion applications worldwide, delivering an exceptional combination of moderate-to-high strength, excellent corrosion resistance, and superior formability that makes it ideal for complex profile designs.
When you're selecting materials for extruded components, understanding what sets this alloy family apart can save you significant time, cost, and engineering headaches down the road. Let's explore why this particular aluminum series has become the industry standard.
Imagine needing an aluminum alloy that machines easily, welds reliably, accepts beautiful surface finishes, and still provides solid structural performance. That's precisely what the 6000 series delivers. Unlike 1000 series aluminum, which offers excellent corrosion resistance but minimal strength, or 7000 series alloys that provide high strength but poor extrudability, this magnesium-silicon family strikes the perfect middle ground.
The key characteristics that define 6000 series alloys include:
So why do magnesium and silicon work so well together? When combined in aluminum, these elements form magnesium silicide (Mg2Si) precipitates during heat treatment. These microscopic structures strengthen the aluminum matrix while preserving its ductility and workability.
This metallurgical advantage explains why 6061 aluminum extrusion has become synonymous with structural applications, from bicycle frames to aircraft components. The silicon content typically ranges from 0.4% to 1.3%, while magnesium ranges from 0.5% to 1.2%, depending on the specific alloy designation.
Compared to other aluminum series, the 6000 family dominates extrusion applications for good reason. The 2000 series (copper-based) and 7000 series (zinc-based) offer higher strength but resist flowing through extrusion dies and present welding challenges. The 4000 series works well for welding filler materials but lacks the mechanical properties needed for structural profiles. Meanwhile, 1000 series aluminum, though nearly pure and highly conductive, simply cannot provide the strength required for most engineering applications.
This unique balance makes 6000 series aluminum the go-to choice for architects, engineers, and manufacturers seeking reliable, cost-effective extruded profiles across countless industries.

Before you can truly appreciate why 6000 series aluminum dominates the extrusion industry, it helps to understand where it fits within the broader aluminum alloy classification system. Think of it this way: when someone hands you an aluminum alloys chart, you're looking at seven distinct families, each engineered for specific performance characteristics.
The aluminum alloy series system uses a four-digit numbering convention. The first digit identifies the primary alloying element, immediately telling you what to expect from that material. The second digit indicates modifications to the original alloy, while the third and fourth digits serve as identifiers to distinguish between alloys within the same family.
Each aluminum series brings something different to the table. Here's what you need to know about each one:
Aluminium 1000 series contains 99% pure aluminum with no significant alloying elements. While it delivers exceptional corrosion resistance and excellent electrical conductivity, the trade-off is relatively low strength. You'll find it in electrical conductors, chemical equipment, and applications where formability matters more than structural performance.
2000 series uses copper as its primary alloying element, producing some of the strongest aluminum alloys available. However, this strength comes with challenges: these alloys are susceptible to cracking during welding and offer reduced corrosion resistance. Aerospace and truck suspension components commonly use this series.
3000 series relies on manganese for improved strength across a wide temperature range. These alloys remain formable and ductile but cannot be heat-treated. General-purpose applications like cookware and vehicle components frequently specify this series.
4000 series aluminum incorporates silicon, which lowers the melting point significantly. This characteristic makes it ideal for welding filler materials and architectural applications, though it's rarely used for structural extrusions.
5000 series contains magnesium as the primary alloying element, delivering moderate-to-high strength with excellent weldability. Marine applications, appliances, and structural components benefit from this series' solid corrosion resistance.
6000 series combines both magnesium and silicon, creating the ideal balance of strength, formability, and extrudability. This heat-treatable family dominates structural and architectural extrusion applications worldwide.
7000 series uses zinc to produce the strongest aluminum alloys available. While excellent for high-stress aerospace applications, these alloys generally resist extrusion and present welding difficulties.
Here's the critical insight: not all aluminum alloys flow equally well through an extrusion die. The alloying elements directly impact how the material behaves under the extreme pressures and temperatures of the extrusion process.
Copper-based 2000 series alloys, for example, tend to resist flowing smoothly, making complex profile shapes difficult or impossible to achieve. Zinc-based 7000 series alloys present similar challenges. In contrast, the magnesium-silicon combination in 6000 series creates a material that flows predictably and uniformly, enabling manufacturers to produce intricate cross-sections with tight tolerances.
| Series Number | Primary Alloying Element | Key Characteristics | Extrusion Suitability |
|---|---|---|---|
| 1xxx | None (99% pure Al) | High corrosion resistance, excellent conductivity, low strength | Good - soft and easily formed |
| 2xxx | Copper | High strength, poor weldability, reduced corrosion resistance | Poor - difficult to extrude |
| 3xxx | Manganese | Moderate strength, good formability, not heat-treatable | Fair - limited applications |
| 4xxx | Silicon | Low melting point, good for welding filler | Fair - specialized uses only |
| 5xxx | Magnesium | Moderate-to-high strength, excellent weldability | Fair - better for sheet/plate |
| 6xxx | Magnesium + Silicon | Medium strength, heat-treatable, excellent corrosion resistance | Excellent - industry standard |
| 7xxx | Zinc | Highest strength, limited weldability | Poor - resists extrusion |
This aluminum alloy series comparison reveals why engineers and manufacturers consistently return to the 6000 family for extrusion projects. The combination of excellent extrudability, heat-treatability, and balanced mechanical properties simply cannot be matched by other series for most commercial applications.
Understanding this broader context helps you make informed decisions when specifying materials. Now let's examine the individual alloys within the 6000 series and their distinct performance characteristics.
Now that you understand why the 6000 series dominates extrusion applications, let's get specific. Within this alloy family, five alloys handle the vast majority of commercial extrusion work: 6061, 6063, 6005, 6060 aluminum, and 6082. Each brings a unique performance profile to the table, and choosing the wrong one can mean compromised performance or unnecessary expense.
Sounds complex? It doesn't have to be. Once you understand what differentiates these alloys, selecting the right one becomes straightforward.
6063 Aluminum - Often called the "architectural alloy," 6063 delivers the best surface finish of any extruded aluminum. Its lower magnesium and silicon content compared to 6061 makes it softer and easier to extrude into complex shapes. When your project demands beautiful anodized finishes or intricate profile geometries, this is your go-to material.
6060 Aluminum - Think of this as 6063's European cousin. Popular throughout Europe, 6060 aluminum offers slightly lower strength than 6063 but provides even better extrudability. It's commonly specified for architectural trim, window frames, and decorative applications where surface aesthetics take priority over structural demands.
6061 Aluminum - This workhorse alloy steps up when you need genuine structural performance. With higher magnesium and silicon content, 6061 delivers substantially greater strength than 6063. You'll find it in aircraft components, automotive parts, bicycle frames, and marine fittings. The trade-off? It's harder to extrude and doesn't produce quite as smooth a surface finish.
6005 Aluminum - Positioned between 6063 and 6061, this alloy offers a compelling middle ground. It provides better strength than 6063 while maintaining good extrudability. Transportation applications, particularly railcar and truck body structures, frequently specify 6005 when moderate strength meets demanding production requirements.
6082 Aluminum - When maximum strength within the 6000 series matters, 6082 steps forward. This alloy matches or exceeds 6061 in mechanical properties while offering improved corrosion resistance. European manufacturers particularly favor it for structural applications, bridge components, and heavy-duty transportation equipment.
Understanding the numbers behind each alloy helps you make confident specifications. The following comparison presents typical mechanical properties in the T6 temper condition, the most common heat treatment for structural applications:
| Alloy Number | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Primary Applications | Extrudability Rating |
|---|---|---|---|---|---|
| 6060 | 170-195 | 140-170 | 8-12 | Architectural trim, decorative profiles, window frames | Excellent |
| 6063 | 205-245 | 170-215 | 8-12 | Architectural extrusions, furniture, electrical enclosures | Excellent |
| 6005 | 260-290 | 225-260 | 8-10 | Railcars, truck bodies, ladders, scaffolding | Good |
| 6061 | 290-310 | 240-275 | 8-10 | Aircraft, marine, automotive, structural frames | Good |
| 6082 | 310-340 | 260-310 | 8-10 | Bridges, cranes, heavy transport, offshore structures | Moderate |
You'll notice a clear pattern here: as strength increases, extrudability decreases. This inverse relationship reflects the fundamental metallurgy at work. Higher alloying element content creates stronger material but also increases resistance to flow during the extrusion process.
What about 6065 aluminum and 6064 aluminum? These designations exist in the specification system but see limited commercial use. Most extrusion projects specify one of the five mainstream alloys above, which offer proven performance, reliable availability, and competitive pricing.
When comparing 6061 vs 6063 specifically, the decision often comes down to this: will the profile carry significant structural loads? If yes, 6061's superior strength justifies its reduced extrudability. If the application prioritizes surface appearance or complex geometry over maximum strength, 6063 delivers better results at lower cost.
The 6005 vs 6082 decision follows similar logic but at a higher strength tier. Both serve transportation and industrial applications well. 6005 offers better extrudability for moderately demanding structures, while 6082 provides the highest strength when engineering requirements leave no margin for compromise.
With these mechanical property differences in mind, you're ready to explore how heat treatment tempers further modify alloy performance to meet your exact specifications.

Here's something that catches many engineers off guard: the same 6000 series alloy can exhibit dramatically different mechanical properties depending on how it's heat treated. A 6061 extrusion in T4 temper might yield at 145 MPa, while the identical material in T6 temper could yield at 275 MPa. That's nearly double the strength from the exact same alloy composition.
Understanding temper designations unlocks the full potential of your aluminum extrusion projects. Let's break down exactly what happens during each heat treatment process and when you should specify each temper.
The "T" in temper designations stands for thermally treated. The number following it indicates the specific sequence of thermal and mechanical processes applied after extrusion. For the 6000 series, three tempers dominate commercial applications:
The magic happens at the atomic level. During solution heat treatment, magnesium and silicon atoms dissolve uniformly throughout the aluminum matrix. Rapid quenching freezes these atoms in place, creating a supersaturated solid solution. During aging, whether natural or artificial, these atoms combine to form fine Mg2Si precipitates that strengthen the material by impeding dislocation movement.
Artificial aging accelerates this precipitation process. At room temperature, T4 material continues strengthening gradually for weeks. At 160-180°C, the same precipitation occurs in just hours, reaching peak strength much faster. However, over-aging at too high a temperature or for too long can actually reduce strength as precipitates grow too large.
Consider how this applies to different project scenarios:
Worth noting: unlike the 2000 series aluminium or 7000 series aluminium alloys, the 6000 series responds predictably to heat treatment with minimal risk of cracking or distortion. This forgiving behavior makes temper selection more flexible and manufacturing more reliable.
The relationship between alloy choice and temper selection becomes clear when you consider the complete picture. A 6063-T5 profile works perfectly for window frames, while a 6061-T6 extrusion handles structural aircraft components. Same alloy family, vastly different applications, all controlled by heat treatment decisions made during manufacturing.
Now that you understand how heat treatment shapes mechanical properties, let's examine how these alloys respond to fabrication processes like welding, machining, and surface finishing.
You've selected the right alloy and temper for your project. Now what? The real test comes when your extrusions hit the fabrication floor. How well does that 6063 profile accept an anodized finish? Will your 6061 structural frame weld reliably? Can you machine tight-tolerance features without issues?
These downstream processing considerations often determine project success just as much as initial alloy selection. Let's explore how aluminum extrusion alloys in the 6000 series respond to common fabrication and finishing processes.
Good news first: the entire 6000 series welds significantly better than high-strength alternatives like 2000 or 7000 series alloys. The magnesium-silicon composition creates predictable weld pool behavior without the cracking tendencies that plague copper- or zinc-alloyed aluminum.
However, welding does introduce localized changes you need to anticipate. The heat-affected zone (HAZ) adjacent to weld joints loses some strength as the original temper partially reverts. In T6 tempered material, you might see strength reductions of 30-40% in the HAZ. This metallurgical reality influences joint design and structural calculations.
For best results when welding these alloys:
When you need to drill, mill, or turn your extrusions, the 6000 series cooperates nicely. Compared to harder aerospace alloys, these materials machine with less tool wear and produce cleaner chip formation.
Alloy hardness does influence machining behavior. Softer alloys like 6063 and 6060 aluminum tend to produce longer, stringier chips that can gum up tooling. Harder alloys like 6061-T6 and 6082-T6 break chips more cleanly, often making them easier to machine despite their higher strength.
Practical machining tips include using sharp, positive-rake tooling designed for aluminum, maintaining adequate coolant flow to prevent built-up edge formation, and selecting appropriate speeds and feeds for each alloy's hardness level. Most machine shops find 6000 series extrusions straightforward to work with compared to steel or titanium alternatives.
Surface treatment selection can make or break your project's final appearance and durability. Here's where alloy choice really shows its impact—some alloys accept certain finishes far better than others.
Your alloy selection directly impacts finishing outcomes. If anodizing quality matters most, prioritize 6063. If powder coating handles your appearance requirements, alloy selection can focus purely on mechanical needs. Planning these downstream processes alongside initial alloy specification prevents costly surprises during production.
With fabrication and finishing characteristics understood, you're ready to explore how different industries apply these alloys to real-world products and structures.

When you look at the aluminum alloys list used in modern manufacturing, 6000 series extrusions appear virtually everywhere. From the window frames in your office building to the structural components in aircraft, this alloy family has earned its place across an impressive range of industries.
But here's where smart alloy selection really pays off: matching specific alloys to their ideal applications. Let's walk through the major sectors and see exactly which alloys perform best in each environment.
The construction industry consumes more extruded aluminum than any other sector, and for good reason. When architects and builders consult their aluminium alloys list, they consistently land on 6063 as the dominant choice for visible architectural elements.
Why does 6063 own this market? Three factors converge: exceptional surface finish quality, excellent anodizing response, and outstanding extrudability that enables complex decorative profiles. When a curtain wall system needs to look flawless for decades, 6063-T5 or 6063-T6 delivers that performance.
Common architectural applications include:
For structural building components where loads increase, the list of aluminum alloys shifts toward 6061 and 6082. Structural columns, heavy-duty framing, and load-bearing supports often require these higher-strength options, especially when welded connections must maintain integrity under sustained loads.
Transportation applications demand a different balance of properties. Weight reduction drives fuel efficiency, but structural integrity cannot be compromised. This pushes specifications toward 6061, 6005, and 6082 alloys that deliver genuine strength.
Automotive applications increasingly specify 6000 series extrusions as manufacturers pursue lighter vehicles:
Rail and mass transit represents another major consumer. Railcar body structures, flooring systems, and interior components frequently specify 6005-T5 or 6005-T6 for the ideal strength-to-extrudability balance. Passenger rail cars benefit particularly from aluminum's weight savings, which reduces energy consumption and track wear.
Marine applications favor 6061 and 6063 for their excellent resistance to saltwater corrosion:
Aerospace applications represent the most demanding end of the spectrum. While 7000 series alloys handle primary structures, 6061-T6 appears extensively in secondary structures, interior components, and ground support equipment where its weldability and corrosion resistance outweigh the need for maximum strength.
Industrial and machinery applications round out the major sectors:
Consumer products also rely heavily on this alloy family. Furniture frames, bicycle components, sporting goods, electronics enclosures, and appliance housings all benefit from the 6000 series' combination of formability, finish quality, and cost-effectiveness.
The pattern becomes clear: 6063 handles applications prioritizing appearance and complex shapes, while 6061, 6005, and 6082 step in when structural demands increase. Understanding this relationship between alloy properties and industry requirements positions you to specify confidently for your specific application.
With this industry context established, let's develop a practical framework for selecting the optimal alloy based on your project's unique requirements.
You've reviewed the alloy options, understood temper designations, and explored industry applications. Now comes the critical question: which specific alloy should you specify for your project? Making this decision correctly the first time saves significant cost, prevents production delays, and ensures your finished product performs as intended.
Let's build a practical selection framework you can apply to any extrusion project, regardless of industry or complexity.
Before comparing aluminum series options or diving into specification sheets, start by defining your project's non-negotiable requirements. Every successful alloy selection begins with honest answers to these fundamental questions:
With your requirements defined, follow this step-by-step selection process to identify the optimal alloy:
Sometimes the decision comes down to what's actually manufacturable. Consider prioritizing extrudability when:
Conversely, prioritize mechanical properties when safety margins cannot be compromised, welded assemblies must carry significant loads, or the operating environment includes elevated temperatures that reduce strength in softer alloys.
The best alloy selection balances what your application requires against what the extrusion process can reliably produce. Over-specifying strength wastes money and complicates manufacturing. Under-specifying risks product failure.
With your alloy selected, you're ready to understand how the extrusion manufacturing process transforms that material selection into finished profiles meeting your exact specifications.

You've selected the perfect alloy for your project. But what actually happens when that aluminum transforms from a solid cylindrical billet into the precise profile you've specified? Understanding the extrusion manufacturing process helps you communicate effectively with suppliers, anticipate potential issues, and appreciate why certain design choices impact cost and quality.
Think of aluminum extrusion like squeezing toothpaste from a tube—except the "tube" is a massive hydraulic press, the "toothpaste" is heated aluminum, and the opening is a precision-machined steel die. The principles remain surprisingly similar, but the technology involved is considerably more sophisticated.
Every extruded aluminum profile follows a carefully controlled sequence from raw material to finished product. Here's how the process unfolds:
The 6000 series alu series excels in extrusion precisely because its magnesium-silicon composition flows predictably under pressure. But achieving quality results consistently requires attention to several manufacturing variables.
Die design fundamentally shapes what's possible. The die's geometry must balance metal flow rates across the entire cross-section. Thicker profile sections flow faster than thin walls or delicate projections. Skilled die designers compensate through bearing length adjustments, pocket depths, and feed channel configurations. Complex hollow profiles require porthole or bridge dies with internal mandrels—significantly more sophisticated tooling than solid shapes demand.
Extrusion ratio influences mechanical properties. This ratio—billet area divided by profile area—indicates how much mechanical working occurs during extrusion. Low ratios below 10:1 may produce material with metallurgical structures approaching as-cast conditions, potentially failing to meet mechanical property requirements. Normal ratios range from 10:1 to 100:1 for softer 6000 series alloys, with harder variants typically limited to 35:1 maximum.
Press capacity determines profile size limits. Extrusion presses range from small machines producing narrow profiles to massive units exceeding 5000 tons of force. Experienced manufacturers like Shengxin Aluminium operate multiple press sizes—from 600T to 5500T capacity—allowing them to match each project to the optimal equipment. Larger presses handle bigger circumscribing circles (the smallest circle enclosing the profile cross-section) and higher extrusion ratios.
Speed and temperature interact continuously. Higher extrusion speeds generate more friction heat, raising metal temperature. Excessive temperatures cause surface tearing at thin edges, dimensional instability, and increased tendency toward waves and twists. The ideal balance pushes speed as high as possible while maintaining acceptable surface quality and dimensional accuracy.
Post-extrusion processing completes the manufacturing cycle. Beyond basic cutting and aging, many profiles require CNC machining for holes, slots, and precision features. Advanced facilities integrate machining centers capable of drilling, milling, and bending to meet exact specifications. Surface treatments—whether anodizing, powder coating, or specialty finishes—transform mill-finish extrusions into finished components ready for assembly.
The 6000x 6 family's composition creates ideal conditions for complex profile creation. Lower flow stress compared to 2000 or 7000 series alloys means less pressure required to push metal through intricate die openings. The material's forgiving nature allows thinner walls, tighter radii, and more elaborate hollow sections than higher-strength alternatives permit.
This extrudability advantage compounds with the series' heat-treatability. Press-quench capability means profiles can solution heat treat directly from extrusion exit temperatures, eliminating separate furnace operations for many tempers. The result? Faster production cycles, lower energy consumption, and reduced manufacturing costs passed along to customers.
For projects demanding precision beyond standard extrusion tolerances, manufacturers offering comprehensive deep processing services add value throughout the production chain. From die development through mass production and finishing, integrated capabilities ensure specifications translate accurately into delivered products.
With manufacturing fundamentals understood, you're equipped to evaluate potential suppliers and make informed decisions about your aluminum extrusion project's path from design to reality.
You've journeyed through alloy compositions, temper designations, fabrication characteristics, and manufacturing processes. Now it's time to consolidate everything you've learned into actionable guidance that moves your project from research phase to reality.
The difference between a successful aluminum extrusion project and a costly mistake often comes down to three interconnected decisions: selecting the right alloy, specifying the appropriate temper, and partnering with a manufacturer capable of delivering consistent quality. Get these elements aligned, and your project flows smoothly from concept to finished product.
After exploring the nuances of this versatile alloy family, several principles stand out as essential for confident specification:
Match alloy strength to actual load requirements—not perceived needs. Over-specifying wastes money and complicates manufacturing, while under-specifying risks product failure.
Remember the core relationships that drive successful outcomes:
Consider your complete project lifecycle, not just initial specifications. As industry experts recommend, factors like load-bearing capacity, corrosion resistance, formability, and finishing requirements should all influence your alloy decision. The longevity of your project depends on anticipating maintenance requirements and environmental exposure from the start.
Knowledge without execution accomplishes nothing. As you transition from research to action, consider what separates successful projects from frustrating experiences:
The right manufacturing partner transforms good specifications into excellent finished products. Technical expertise, equipment capability, and quality systems matter as much as material selection.
Look for a custom aluminum extrusion manufacturer offering comprehensive capabilities across the entire production chain. Die development expertise ensures your profile designs translate accurately into manufacturable tooling. Advanced extrusion presses—ranging from smaller units for precision profiles to high-tonnage equipment for large structural sections—provide flexibility to match your specific requirements.
Surface treatment capabilities deserve particular attention. Whether your project requires anodizing in custom colors like champagne or rose gold, durable powder coating, weather-resistant PVDF finishes, or specialty treatments like micro-arc oxidation, integrated finishing services streamline production and ensure quality control throughout the process.
For projects requiring precision beyond standard extrusion tolerances, look for partners with CNC machining centers capable of drilling, cutting, and bending to exact specifications. Shengxin Aluminium exemplifies this integrated approach, combining over 30 years of industry experience with 35 advanced extrusion presses (600T to 5500T capacity) and comprehensive deep processing capabilities. Their technical team provides end-to-end support from initial die development through mass production, backed by factory-direct pricing that eliminates middleman markups.
The aluminum extrusion selection guide you've just completed equips you with the knowledge to specify confidently. Your next step? Connect with experienced manufacturers who can evaluate your specific requirements, recommend optimal alloy and temper combinations, and deliver finished extrusions meeting your exact specifications. The right partnership transforms your material knowledge into successful products that perform reliably for years to come.
6000 series aluminum is an alloy family containing magnesium and silicon as primary alloying elements. This combination creates heat-treatable alloys with excellent extrudability, moderate-to-high strength, and superior corrosion resistance. The most common variants include 6061, 6063, 6005, and 6082, each optimized for specific applications ranging from architectural window frames to structural aerospace components. Manufacturers like Shengxin Aluminium utilize these alloys across 35 extrusion presses to produce custom profiles for diverse industries.
Yes, 6000 series aluminum offers good bendability, particularly in T4 temper which provides yield strength of 80-180 MPa with excellent formability. The T4 condition allows significant post-extrusion forming and shaping with reduced springback. For applications requiring bending after extrusion, specifying T4 temper over T6 provides better ductility. Softer alloys like 6063 and 6060 bend more easily than higher-strength options like 6061 or 6082.
6061 aluminum delivers higher tensile strength (290-310 MPa) and superior weld integrity, making it ideal for structural applications, aircraft components, and marine fittings. 6063 offers lower strength (205-245 MPa) but provides exceptional surface finish quality and extrudability, making it the preferred choice for architectural applications, window frames, and decorative profiles. When anodizing quality matters most, 6063 produces more uniform, aesthetically pleasing finishes.
Choose T4 temper when profiles require post-extrusion bending or forming, as it offers moderate strength with excellent ductility. Specify T5 for cost-effective architectural and general-purpose applications where moderate strength suffices. Select T6 when maximum strength and hardness are required for structural, aerospace, or load-bearing applications. The same alloy can exhibit dramatically different properties—6061-T4 yields at approximately 145 MPa while 6061-T6 yields at 275 MPa.
Start by establishing your minimum strength requirements based on load calculations. For yield strength above 200 MPa, consider 6005, 6061, or 6082. Evaluate environmental exposure—6061 excels in marine and corrosive conditions. Assess surface finish needs—6063 produces superior anodized finishes. Consider profile complexity, as intricate shapes extrude better in softer alloys. Factor in welding requirements where 6061 offers superior joint strength. Experienced manufacturers like Shengxin Aluminium provide technical team support to help optimize alloy selection for specific applications.




 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










