

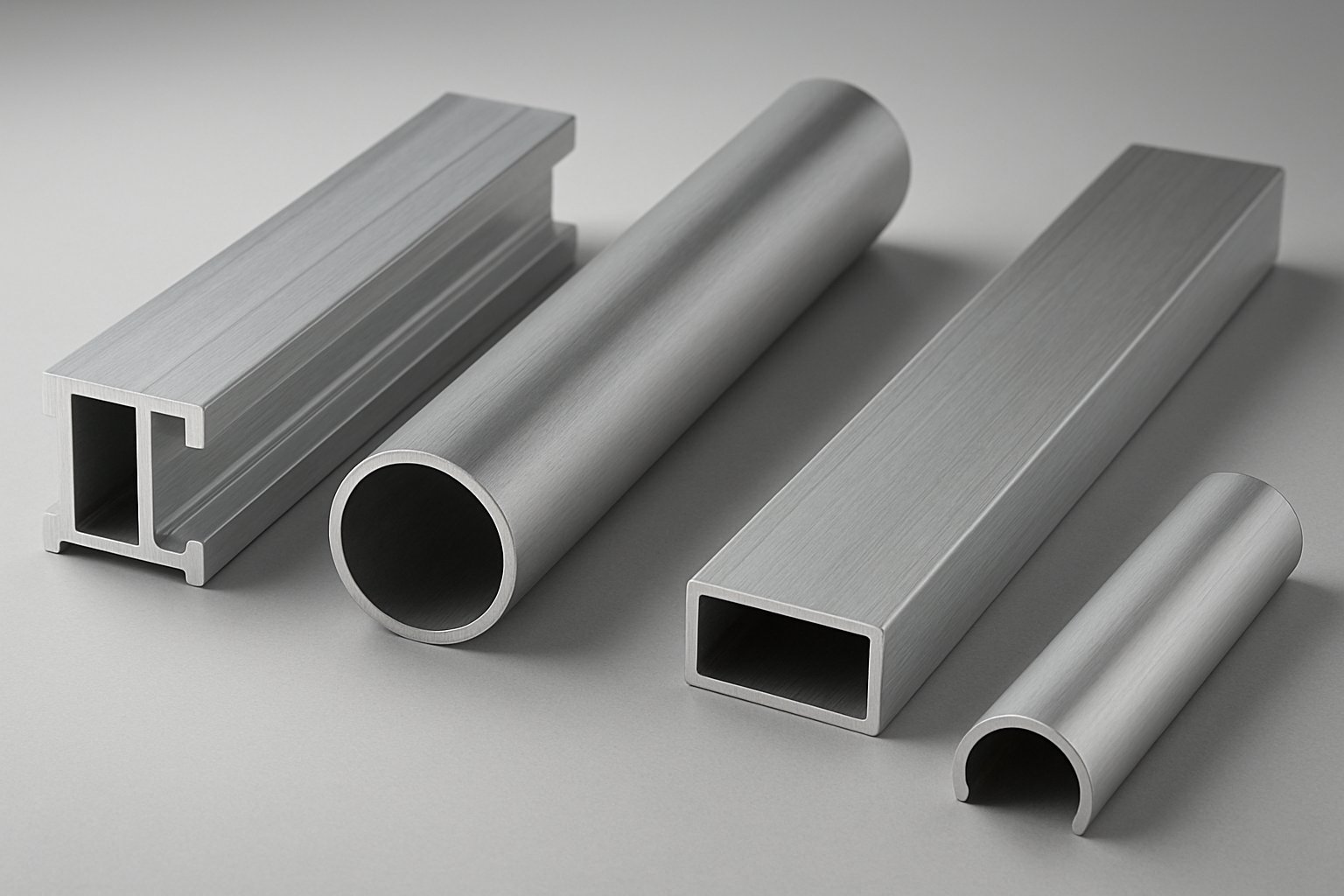
If you have ever asked, what are aluminum extrusions, the short answer is simple: they are long aluminum shapes made with a fixed cross-section for use in products, buildings, and equipment. In practice, aluminum extrusion profiles and aluminium extrusion profiles can range from plain bars and channels to highly specialized frame parts, facade members, and enclosure components.
Aluminium extrusion profiles are shaped aluminum sections made by pushing heated metal through a die so the same cross-section can be produced again and again.
A profile is the cross-sectional shape itself, such as a channel, tube, rail, or slot-based frame member. General extrusions cover basic shapes. Structural framing profiles are designed for assembly and support. Architectural profiles place more emphasis on visible surfaces, finish quality, and appearance. That distinction matters because one aluminum extrusion profile may be optimized for stiffness, while another is chosen for clean sightlines and surface finish.
Guides from JM Aluminium and American Douglas Metals describe the same basic process: an aluminum billet is heated until it becomes malleable, then forced through a steel die. As the material exits, the extruded aluminum takes on the die opening's shape. It is then cooled, cut, and, when needed, further finished or machined for the final use.
Helpful terms to know:
That broad category is where many buying mistakes begin. A smooth architectural aluminium profile, a machine-frame member, and a plain extruded aluminum channel may all look similar at a glance, yet they behave very differently once load, accessories, and finish requirements enter the picture.
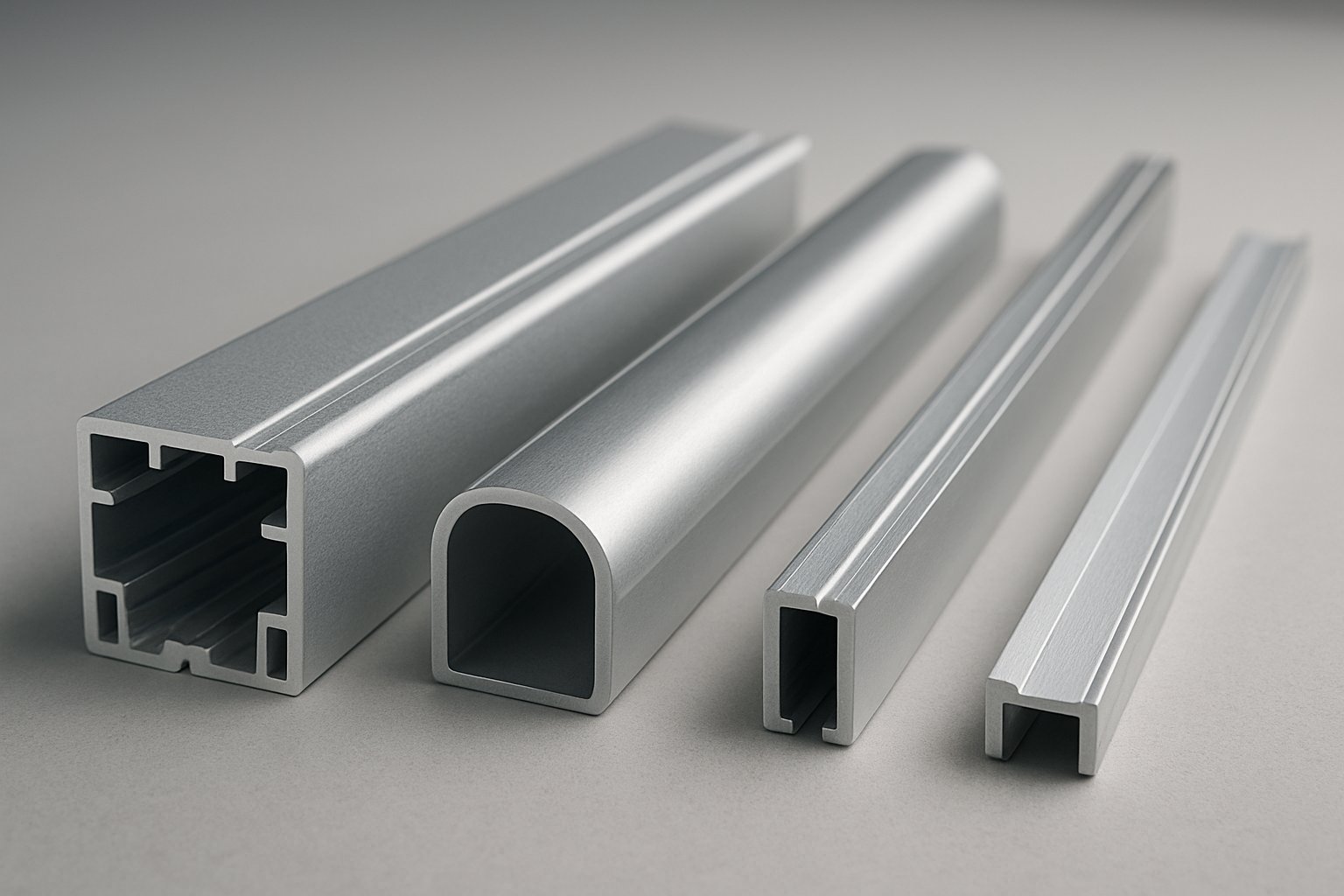
Not every extrusion belongs in the same buying bucket. Some profiles are built to become modular structures. Others are meant to trim an edge, hold a panel, act as a cover, or present a cleaner visible surface. That distinction matters early, because the right family is usually defined by how the part will be assembled and adjusted, not just by how it looks in a catalog.
A t-slot aluminum profile is primarily a structural member. Its slots are designed to capture T-nuts, bolts, and brackets, which is why it shows up so often in machine frames, safety guarding, workstations, carts, and jigs. A PTSMAKE guide also separates V-slot profiles from T-slot systems: V-slot uses a V-shaped groove for wheel-based linear motion, while T-slot is focused on framing and connection. Outside modular aluminum framing, buyers also run into smoother non-T-slot shapes used for channels, rails, covers, trim pieces, and facade-related assemblies where clean surfaces matter more than universal slot access.
| Profile family | Common applications | Accessory ecosystem | Space efficiency | Tradeoffs |
|---|---|---|---|---|
| T-slot structural framing | Machine frames, guards, workstations, test fixtures | Very broad, with T-nuts, bolts, brackets, hinges, panels | Moderate | Highly modular, but exposed slots add bulk and visual complexity |
| V-slot motion profiles | Light-duty motion systems, gantries, printer and CNC axes | Motion-focused wheels and compatible fasteners | Good when one profile must guide motion | Less ideal than T-slot for heavy static framing |
| Smooth channels and rails | Covers, panel retention, simple guides, trim | More limited, often application-specific | High | Cleaner form, but fewer easy adjustment points |
| Architectural smooth shapes | Facade members, visible trims, enclosure edges | Usually project-specific hardware | High | Better appearance, less modular attachment freedom |
In modular aluminum framing systems, series names generally track the outside size family. The reference material uses examples such as 20x20, 40x40, 40x80, 45x45, and 45x90. In practical terms, a 2020 aluminum extrusion is usually treated as a light-duty option for compact frames or lighter attachments. A 4040 aluminum extrusion is a common mid-range choice when more stiffness is needed. Larger 45-style profiles are often selected for higher-rigidity builds. Searches for an 80/20 framing extrusion usually point to this same broader category of modular slot-based systems. Exact capacity still depends on geometry, wall thickness, alloy, support span, connection style, and allowable deflection.
Profiles with similar outside dimensions can behave like very different systems once hardware, span, and future changes enter the picture. That is where selection starts to shift from family recognition to actual engineering fit.
Engineering fit starts with the job, not the catalog page. Two extruded aluminum profiles can share similar outside dimensions yet behave very differently once span, mounting, surface exposure, and assembly method are considered. Guidance from Can Art and MAP points in the same direction: define the application first, then narrow the profile family and details.
Choose function first. Picking a series before defining the job is usually just guessing.
Among the many types of extruded aluminum, family choice usually comes down to stiffness, slot compatibility, and available room. The MAP guide shows a practical pattern: 20 mm systems are typically used for very light-duty builds, 30 mm and 40 mm families cover many light-to-medium and general industrial frames, and 45 mm or larger sections are more common when rigidity matters more. Common aluminum extrusion sizes can narrow the shortlist, but size alone is not a design method. A larger member can still underperform if support conditions, orientation, or connection details are poor.
This is where buyers often misread catalog photos. Smooth channels may save space and look cleaner. Slot-based sections make adjustment and later changes easier. Many real assemblies mix types of aluminum extrusion so the main frame carries load while lighter members handle panels or accessories.
Before locking in a part number, pressure-test the shortlist. Will the chosen hardware fit the slot or face geometry? Does the part need drilling, tapping, milling, or cut-to-length service? Is appearance important, or is corrosion exposure the bigger issue? Can Art highlights finish and tolerance checks early, while Alu4All explains that alloy and temper affect strength, formability, corrosion behavior, and surface quality. That means similar cross-sections may stop being interchangeable once fabrication and service conditions are added. The shape gets you close. Material and finish decide how confidently you can move from shortlist to specification.

Shape gets a profile onto the shortlist, but material details decide how it will actually perform. For buyers comparing extruded aluminium profiles, the real differences often show up in surface quality, corrosion behavior, machining response, and how the part looks after assembly. That is why a profile that works well in a machine frame may not be the best choice for a facade, a handrail, or an extruded aluminium enclosure.
Comparison data from Ya Ji Aluminum shows a clear pattern across common 6000 series alloys. 6061 is the balanced option when strength and machinability both matter, which is why it appears so often in structural members and machined parts. 6063 is known for smoother surface finish, strong corrosion resistance, and better extrusion capability, making it a frequent pick for visible architectural aluminum profiles. 6005 sits in the middle as a structural extrusion alloy used in modular structures, walkways, and transport-related builds. 6082 pushes further toward heavy-duty service, with higher strength tendencies and strong marine and industrial credibility, though it is less friendly for intricate, appearance-driven shapes.
Temper is not the alloy itself. It is the condition created by mechanical or thermal treatment. Guidance from Metal Supermarkets explains why the code after the alloy matters so much. A label such as 6063-T5 or 6061-T6 tells you how the metal was treated and, in turn, how it is likely to behave in use. In simple terms, temper affects strength, hardness, ductility, and resistance to stress. The same alloy can feel very different from one temper to another. Their examples note that T5 means the alloy was cooled from a high-temperature shaping process and artificially aged, while T6 means it was solution heat treated and then artificially aged. That difference matters when you are choosing between easier forming and higher-performance aluminum extrusion parts.
Finish is where appearance and environment finally meet. Sino Extrud describes mill finish as the raw extrusion straight from the press, with a duller look and only a thin natural oxide layer. By contrast, anodized aluminum material has a thicker electrochemically formed oxide layer that becomes part of the metal, not a coating that peels away. That improves corrosion, wear, and UV resistance, and it also supports cleaner decorative color options.
| Option | Main tendency | Best fit | Tradeoff to watch |
|---|---|---|---|
| 6061 | Strong, versatile, machinable | Structural members, CNC-heavy components, industrial assemblies | Surface finish is usually less refined than 6063 for exposed architectural use |
| 6063 | Excellent extrudability and smoother finish | Windows, doors, curtain walls, visible trim | Lower strength tendency than heavier structural-focused grades |
| 6005 | Medium-strength structural extrusion | Scaffolding, conveyors, modular frames | Less ideal than 6063 when surface appearance leads the decision |
| 6082 | Higher-strength structural use | Marine, transport, machinery bases, load-bearing sections | More difficult to extrude, especially for complex or thin visible shapes |
| Mill finish | Raw, untreated surface | Hidden indoor parts, prototypes, parts to be machined, painted, or welded later | Lower corrosion and visual performance outdoors |
| Anodized finish | Harder, more corrosion- and UV-resistant surface | Exposed assemblies, architectural surfaces, decorative and outdoor use | Adds process cost and should be planned with final appearance in mind |
| Powder coating or PVDF | Color-driven coated surface options | Projects needing specific colors or architectural weathering performance | Coating choice should match exposure, fabrication sequence, and appearance goals |
In practice, visible extruded aluminium profiles often lean toward 6063 plus anodizing, while industrial parts may lean toward 6061, 6005, or 6082 depending on load and fabrication needs. Yet even the right alloy and finish combination can become expensive if the geometry is difficult to extrude or the tolerance expectations are unrealistic.
That cost jump usually comes from geometry, not chemistry. A profile can have the right alloy, temper, and finish and still become expensive if the cross-section is hard to extrude consistently. The Ya Ji DFM guide puts it plainly: CAD freedom is not the same as extrusion feasibility. For buyers evaluating aluminium extrusion profiles, that is the point where quoting starts to separate realistic designs from risky ones.
A profile can look simple on screen and still be difficult to extrude if the geometry is unbalanced or the tolerance band is too tight.
When comparing aluminum extrusion shapes, do not stop at width, height, and length. Standards such as ASTM B221 and EN 755 are common starting points because they frame how suppliers discuss tolerance, straightness, and shape control.
| Specification checkpoint | Plain-language meaning | Why it matters in quoting and production |
|---|---|---|
| Outside dimensions | The overall width and height of the section | Drives fit, packing space, and often the press range needed for the part |
| Wall thickness | How thick the metal is in each part of the profile | Affects metal flow, stiffness, weight, and die difficulty |
| Shape deviation | How closely the real cross-section matches the drawing | Critical for interlocking parts, tracks, and mating components |
| Angular alignment | How accurate the angles are | Important for frames, seals, and assemblies that must stay square |
| Flatness | How much a surface departs from flat | Matters for contact faces, panels, and thermal interfaces |
| Straightness | How much the part bows along its length | Directly affects assembly, rail behavior, and cut accuracy |
| Twist | Rotational change along the profile length | Can make brackets, covers, and connectors misalign |
| Corner radii and fillets | Rounded transitions instead of sharp corners | Improves flow, surface quality, and die life |
| CCD | The smallest circle that encloses the full cross-section | A major driver of press selection, die size, and cost |
| Section type | Solid, semi-hollow, or hollow | Tooling complexity rises sharply as enclosed voids increase |
Uniform walls are one of the biggest design levers. The Ya Ji guide recommends keeping wall-thickness variation within about a 2:1 ratio across the section when possible, because thick areas and thin areas do not flow through the die at the same speed. It also suggests gradual tapers and internal fillets around 0.5 to 1.0 mm or larger where space allows. Sharp internal transitions, knife-edge lips, and deep recesses may look harmless in CAD, but an aluminum extrusion machine has to push real metal through those details without tearing, twisting, or leaving visible streaks.
Catalogs also make extruded aluminum sizes look simpler than they are. Even with common 2020 aluminum extrusion dimensions, a small change in slot opening, wall design, or lip thickness can move a routine part into a harder die category. The same caution applies when reviewing 2020 extrusion dimensions in modular framing systems: the series name is only the start.
CCD deserves special attention too. The Ya Ji guide notes that general-purpose presses often prefer profiles with CCD at or below 203 mm, while larger sections may require more specialized capacity. Solid sections are generally easier and cheaper to run than semi-hollow or hollow shapes, and multi-void hollows are more demanding still.
The Hugh tolerance guide breaks tolerance into feature accuracy, angular alignment, flatness, straightness, twist, and overall shape deviation. It also notes that very high precision can raise tooling cost by up to 25 percent. That is why tight tolerances should be reserved for gasket lands, sliding fits, datum faces, and other true functional zones, not every surface on the drawing.
Long, slender profiles are especially sensitive to bow and twist, so buyers should define where straightness actually matters: across the full bar, at cut lengths, or only at assembly interfaces. Once those realities are written into the specification, the sourcing picture gets clearer. Some needs will fit stock profiles well. Others will only make sense with a custom section designed around manufacturability from the start.

Manufacturability usually decides the sourcing path faster than most buyers expect. If the section is simple, timing is tight, and the application can live with common shapes, standard aluminum extrusions are often the practical answer. If the design needs a unique cross-section, built-in features, or better weight-to-function efficiency, a custom aluminum extrusion starts to earn its extra upfront cost.
A sourcing overview from Paramount Extrusions describes stock profiles as standard shapes such as angles, channels, tubes, and bars that mills or distributors keep in inventory. That brings three immediate advantages: no tooling charge, faster availability, and lower upfront investment. For prototypes, replacement parts, and small builds, stock is often the cleanest path because you can move straight to cutting, drilling, or assembly.
The limitation is design fit. A readily available shape may solve the basic geometry, yet still force extra brackets, spacers, or machining because it was not created for your exact application.
Custom profiles use a die made for your drawing. The same Paramount guide highlights why buyers accept that added step: the section can be tailored to the job, optimized for weight and function, and designed to combine features that might otherwise require multiple parts. In a well-matched design, that can reduce downstream machining and assembly work.
The tradeoff appears earlier in the project. Tooling cost comes first, lead time grows because the die must be built, and minimum order quantities are commonly part of the conversation. That route makes more sense when performance, repeatability, or higher production volume matters more than immediate availability.
| Decision factor | Standard stock route | Custom route | What it means in practice |
|---|---|---|---|
| Availability | Usually faster if the shape is in inventory | Depends on die creation and production scheduling | Stock helps when time pressure is high |
| Geometry freedom | Limited to existing shapes and sizes | Built around your design requirements | Custom helps when off-the-shelf sections create compromises |
| Upfront cost | No new tooling cost | Tooling cost applies | Stock lowers initial project risk |
| Lead-time sensitivity | Better for urgent prototypes and replacement needs | Longer first-run timeline | Custom fits planned programs better than rush jobs |
| Finishing flexibility | Limited to what the supplier already carries | Should be confirmed during quoting | Check finish options in the catalog, not by assumption |
| Assembly and machining | May require added hardware or extra machining | Can integrate multiple features into one profile | Custom can simplify later fabrication steps |
| Quoting complexity | Usually simpler | More drawing, tooling, and volume discussion | Custom needs a clearer specification package |
If you are asking where to buy extruded aluminum, start with the catalog before you start requesting quotes. A useful aluminum extrusion profiles catalog shows whether a supplier mainly supports stock shapes, custom programs, or both. It also helps you spot finish coverage, typical application focus, and whether secondary services are worth discussing early.
The broader sourcing question also has a location layer. The Paramount view notes that domestic buying generally supports faster turnaround and easier communication, while imports may appeal when price matters more and lead time is flexible. That distinction becomes sharper once hardware, machining, and finish details are added, because the easiest profile to buy is not always the easiest one to build with. Slot size, connectors, end prep, and secondary operations often decide that part.
A profile that looks right in a catalog can still be frustrating on the shop floor. Much of that comes down to compatibility. An aluminum t slot extrusion is not just a structural member. It is also the mounting interface for nuts, bolts, brackets, panels, doors, and motion parts. Guidance from AngleLock and Parco makes the practical lesson clear: check the accessory ecosystem before you commit to a series, not after the frame is drawn.
Hardware fit starts with the exact profile family and slot standard. T-nuts, T-bolts, corner brackets, joining plates, hinges, feet, and linear motion parts are often series-specific. Some nuts slide in from the end. Others are drop-in styles that can be added without taking the structure apart. AngleLock also notes that spring-loaded nuts can help keep alignment during vertical or overhead assembly.
Panel planning often decides whether a system feels clean or improvised. Parco separates panel mounts, gaskets, door hardware, and slide track into their own groups, which is a reminder that panels are a system, not an afterthought. If your design uses extruded aluminum panels, polycarbonate, or mesh, verify how the panel is retained and whether it needs to be removable, hinged, or sealed. Fastener style matters too. AngleLock points out that some end-fastener methods require a tapped hole in one profile and a drilled access hole in the mating member, while drop-in fasteners make later add-ons much easier.
| Compatibility question | Why it matters | What to verify |
|---|---|---|
| Will hardware be added later? | Affects whether you need end-loading or post-assembly insertion | Drop-in nut availability and slot access |
| Does panel retention matter? | Guards and enclosures depend on stable panel support | Panel mounts, gaskets, slide track, and door hardware |
| Do tapped ends simplify the frame? | Hidden or compact joints can reduce bracket clutter | Need for a tapped end, drill access, and tool clearance |
| Will motion components be mounted? | Frames for automation may need guides or rails | Bearing mounts, rail interfaces, and alignment faces |
| Are special brackets or cuts needed? | Nonstandard angles and repeated joints affect build speed | Custom plates, miter cuts, punching, or CNC prep |
Secondary fabrication should be planned with the profile, not added as an afterthought. Silver City Aluminum lists common follow-up operations such as sawing, deburring, punching, mitering, heli-coiling, and CNC fabrication, and it notes that some features can be designed into the extrusion itself. That changes buying decisions in a real way. A profile meant for precise cut lengths, drilled access holes, milled connector pockets, or tapped ends should be chosen with those operations in mind from the start. The same caution applies to finish order. If machining happens after anodizing or coating, exposed edges and cosmetic marks may become part of the result. Even simple aluminum channel extrusions or frames carrying extruded aluminum rails are easier to specify when hardware, end prep, and machining are defined together. That list of details also becomes the backbone of a solid quote request.

All those slot, finish, and machining decisions only help if they make it into the RFQ. Buyers get better quotes on aluminum extrusion when they send a complete specification package instead of a rough sketch and a few assumptions. Guidance from Profile Precision Extrusions and inspection practices outlined by Ya Ji Aluminum point to the same lesson: clarity upfront reduces rework later.
For higher-risk or higher-visibility aluminum extrusions, ask for inspection reports, mechanical property certificates, coating thickness records, and photos of inspected parts. Supplier quality systems such as ISO 9001 can also be worth confirming.
A final caution: gather data from real catalog pages, drawings, and QC documents before sending inquiries. In this market, assumptions are expensive.
T-slot profiles are made for modular building. Their slots accept nuts, bolts, brackets, panels, and add-ons, which makes them a strong fit for machine frames, guards, and workstations. Smooth profiles are usually chosen when a project needs a cleaner appearance, a tighter footprint, easier cleaning, or a more architectural finish. The right option depends on whether easy reconfiguration or a simpler outer surface matters more.
Start with the application, not the catalog size. Think through where the load travels, how far the profile spans, what hardware or panels must connect to it, and whether the part will be exposed to weather, chemicals, or visible finish requirements. After that, narrow the choice by profile family, alloy, temper, finish, and machining needs. This method helps avoid picking a profile that looks suitable on paper but creates problems in assembly or service.
For finish-sensitive and visible parts, 6063 is often preferred because it extrudes well and supports attractive surface treatment. When machining needs or structural demands increase, buyers often compare 6061, 6005, or 6082 instead. In practice, the best alloy is the one that balances appearance, fabrication, corrosion resistance, and the way the finished part will be used.
Custom extrusion becomes the better route when stock shapes force too many extra brackets, too much machining, or a poor overall fit. It is especially useful when one profile can combine several functions into one section and the project has enough volume or repeatability to justify tooling. During the research stage, buyers often review custom profile catalogs and finish capabilities from suppliers such as Shengxin Aluminium to compare architectural and industrial options before requesting quotes.
A strong RFQ should include the application, profile type, drawing or cross-section, cut length, alloy, temper, finish, machining requirements, tolerance priorities, and any standards or inspection documents that matter. It also helps to state whether you want stock or custom production and what quantity you expect. The more complete the package, the easier it is for suppliers to quote accurately and recommend a profile that will actually fit the build.




 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










