


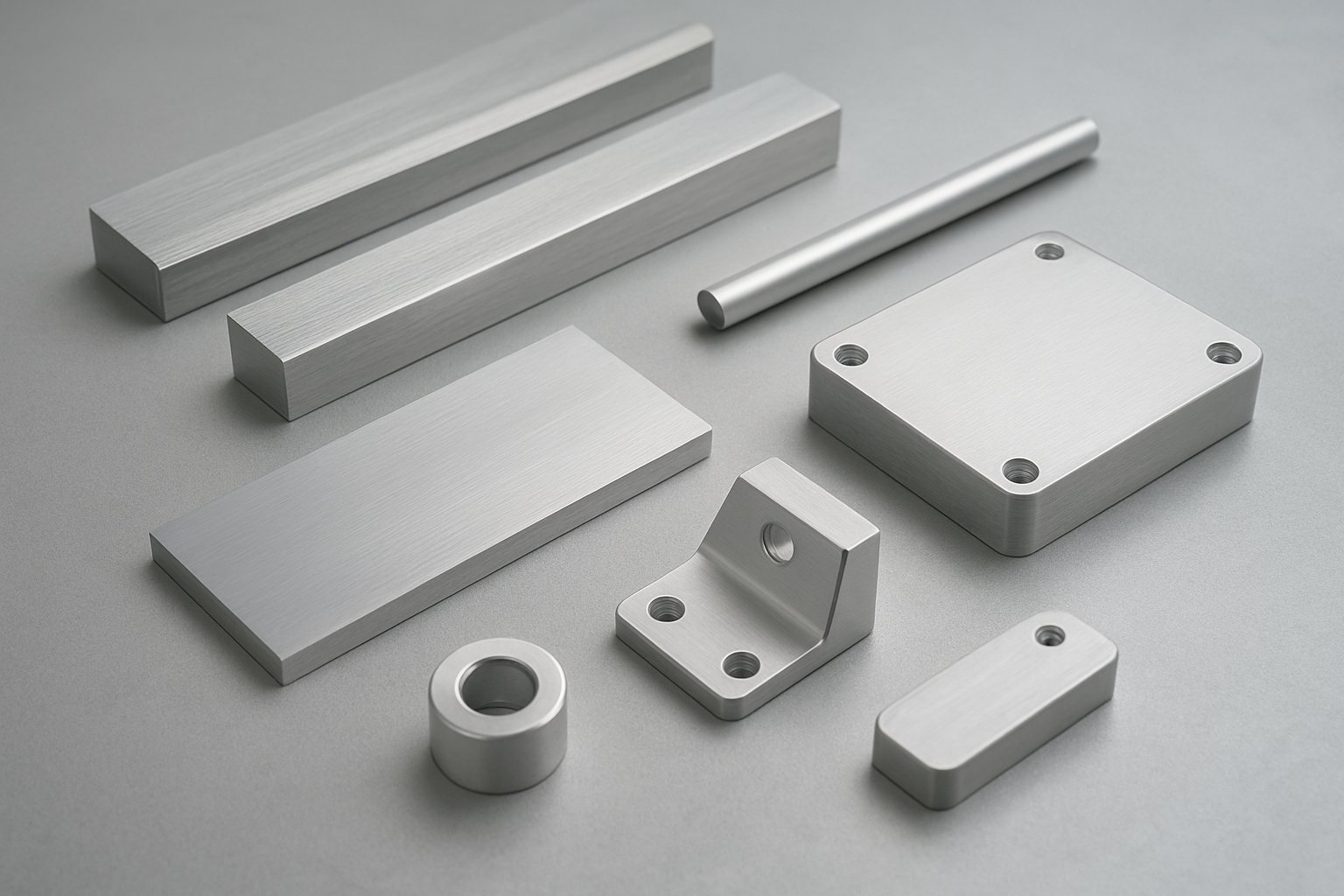
Aluminum machining is the process of cutting away material from aluminum bar, plate, or block to create a finished part with precise dimensions and features. In day-to-day manufacturing, cnc machining aluminum usually includes milling flats and pockets, turning round diameters, drilling holes, and profile-style routing on plate when simple outlines or cutouts are needed. Parts like brackets, electronic enclosures, and heat sinks are common examples.
Aluminum machining turns raw aluminum stock into accurate, usable parts through controlled cutting operations such as milling, turning, drilling, and related profiling methods.
These processes exist for many metals, but aluminum responds differently than harder materials like steel. The MakerVerse guide notes that aluminum is widely used because it is lightweight, strong for its weight, corrosion resistant, conductive, and easy to machine at high speeds. The Kirmell drilling guide adds that aluminum needs lower cutting force than steel and can usually run faster on CNC equipment.
That easy-cutting behavior is only half the story. When machining aluminum, shops also watch for built-up edge, chip welding, burrs, and part movement from aggressive clamping. Its softness and malleability help tools cut quickly, but they also make the material easier to smear or distort if setup, tooling, or coolant strategy is poor. If you have searched what is cnc aluminium, this is the practical answer: it is simply CNC shaping of aluminum, or aluminium machining in British spelling, with process choices adjusted for a lighter, more conductive, and more adhesive metal.
You will find machined aluminum in aerospace fittings, automotive mounts, robotics frames, consumer electronics housings, and industrial machine components. Those applications do not all use the same grade, though. A corrosion-focused enclosure, a general-purpose bracket, and a high-strength structural part can all be aluminum, yet they may require very different alloys.
A bracket, enclosure, or heat sink can all be cut from aluminum, but the right grade changes with the job. For many teams, the best aluminum for machining is not the strongest alloy on paper. It is the one that balances end-use performance, shop behavior, finish needs, and material cost. In practice, 6061-T6 is often the default because it offers a broad mix of machinability, corrosion resistance, and availability, while other grades earn their place when one requirement clearly leads the decision.
Begin with function before you look at tooling. If the part must carry high load at low weight, 7075 moves to the top of the list. If corrosion or outdoor exposure matters more, 5052 or 5083 are stronger candidates. If the part will be welded, both Rapidaccu and Machining Concepts point toward 5xxx or 6xxx series and away from 2xxx and 7xxx structural weldments. If appearance matters, 6061 is usually safer than 2024 or 7075 for clear or black anodize.
That is why choosing aluminum for machining starts with six filters:
| Alloy and temper | What it does well | Machining implications | Typical fit |
|---|---|---|---|
| 6061-T6 or T651 | Balanced strength, corrosion resistance, weldability, and cost | Stable, predictable, widely available; T651 plate resists movement after heavy stock removal | General CNC brackets, housings, manifolds, fixtures |
| 7075-T6 or T651 | Very high strength-to-weight; Rapidaccu lists about 570 MPa tensile and 505 MPa yield | Machines crisply, but corrosion resistance is lower and welding is poor | High-load structural parts, thin stiff sections |
| 5052-H32 | Excellent corrosion resistance and strong formability | Softer and more gummy in milling or turning than 6xxx and 7xxx alloys | Marine parts, enclosures, formed brackets |
| 2024-T3 or T351 | High fatigue performance and strong machinability | Often considered very machinable aluminum, but corrosion resistance and decorative anodize response are weaker | Aerospace skins, rotating or load-bearing parts |
| Cast tooling plate | Excellent flatness and dimensional stability | Easy to machine and useful for precision plates, but not for high-load structural duty | Vacuum plates, bases, fixtures, gauge plates |
Temper and product form matter almost as much as alloy family. A print that says only “6061” is incomplete. Machining Concepts recommends calling out both alloy and temper, such as 6061-T651 plate or 6061-T6 extruded bar, because stability and flatness can change with form. This matters whenever you buy a block of aluminum for cnc work and expect thin walls, flat datum faces, or heavy pocketing.
If no special condition dominates, machining 6061 aluminum remains the safest starting point for most milled and turned parts. Once geometry enters the picture, though, alloy choice alone is not enough. Thin walls, deep pockets, and sharp internal corners can still turn a good material into an expensive part.
Material choice sets the baseline, but the cut itself decides whether a part comes off the machine clean or troublesome. In cnc aluminum cutting, the usual fight is not brute hardness. It is chip flow, heat, and edge condition. ISCAR highlights the recurring problems: long curly chips, built-up edge, galling, and vibration. That is why aluminum usually wants freer-cutting geometry than steel, plus a setup that keeps chips moving instead of letting them weld back onto the tool.
When shops cnc cut aluminum, sharpness matters more than brute tool strength. Guidance from ISCAR and Cutter Shop points to the same pattern: polished rake faces or polished flutes, positive cutting geometry, and enough chip space to prevent material from sticking. DLC, ZrN, and TiB2 coatings are commonly used to lower friction in nonferrous work, while mirror-polished flute surfaces help chips slide out instead of smearing.
For cnc milling aluminum on a rigid machine, a two-flute upcut tool often gives a practical balance of strength, finish, and evacuation. On routers running high spindle speeds, single-flute O-flute tools are common because they create more room for chips. ISCAR also notes that variable-flute designs can improve vibration damping, which helps when aluminum's lower stiffness starts showing up as chatter. The same logic carries into drilling and turning tools: keep the edge sharp, keep the cut cool, and avoid tool forms that trap chips in the cutting zone.
Searches for aluminium cutting speed milling often assume one chart can solve every job. Real production is less tidy. Feed, spindle speed, depth of cut, and width of cut work together. If rpm is high but feed is too low, the tool rubs, heat rises, and aluminum can smear onto the edge. If engagement is too heavy for the machine, tool, or fixture, chatter replaces smearing with torn edges and visible marks.
| Published example | Tool and stock | Starting values | What it shows |
|---|---|---|---|
| Cutter Shop | Router work, 3 to 8 mm tools | 12,000 to 18,000 rpm, 0.05 to 0.15 mm/tooth | A useful starting zone for routing, not a universal recipe |
| Cutter Shop | 6 mm single-flute in 5083 or 6061 plate | 16,000 rpm, 1,600 mm/min, 2.0 to 3.0 mm step-down, 20% step-over | Low flute count helps chip evacuation in router-style work |
| Mekanika | 6 mm 1-flute carbide on entry-level router | 500 mm/min, 16,000 rpm, 0.75 mm depth of cut | Less rigid machines need lighter engagement |
| Mekanika | Same cutter on stiffer router | 800 mm/min, 18,000 rpm, 1.5 mm depth of cut | Rigidity expands the safe process window |
Cooling strategy matters just as much. Both Cutter Shop and Mekanika emphasize air blast, mist, or light lubrication to reduce adhesion and clear chips before they are recut.
Milling aluminum is the broadest option for pockets, slots, faces, and contoured surfaces. Turning aluminum fits round parts such as spacers, pins, nozzles, and threaded diameters, where continuous rotation supports fast, consistent cutting. Drilling is efficient for simple holes, but the chip-evacuation problem becomes more concentrated inside the hole, so burrs and packed chips need close attention. For plate cutouts, shallow pockets, and sheet components, cutting aluminum with a cnc router can be productive if the machine is rigid enough and the process is tuned for evacuation rather than rubbing.
This is where process fit starts separating a low-risk job from an expensive one. A router may be perfect for profile work in plate, while a mill is better for tight pockets and datum-critical features, and a lathe is the obvious choice for rotational geometry. Tooling and parameters matter, but part shape still has the final vote.
Part geometry often decides whether aluminum cuts fast and predictably or turns into a slow, expensive job. Data from Makerstage puts geometry behind 60-80% of typical CNC cost, while material often accounts for 20-40%. In aluminum parts machining, features that demand small tools, long reach, or extra setups usually matter more than the alloy alone. That is why solid DFM matters for everything from simple brackets to custom machined aluminum parts.
Start with stiffness. Makerstage lists 0.040 in. or 1.0 mm as a recommended minimum wall thickness for 6061-T6 and 7075-T6, with unsupported wall height-to-thickness held at or below 4:1. Thin ribs, tall bosses, and broad enclosure walls become harder to hold as cutting forces build. Pockets create the same problem from the tool side. Standard endmills are most efficient when pocket depth stays within a 3:1 depth-to-width ratio. Extended-reach tooling can push that to 6:1, but cycle time rises and surface quality usually drops.
Internal corners deserve the same realism. A rotating endmill cannot make a perfectly sharp inside corner, so the minimum internal radius is the tool radius. For cleaner cuts, Makerstage recommends specifying at least 130% of tool radius. On battery trays, electronics housings, or fixture plates, that small change can reduce chatter and shorten toolpaths.
Good drawings separate functional precision from everything else. Instead of chain-dimensioning a pocket from a rib, then a boss from that pocket, locate critical features from common datums that also make sense for clamping and inspection. Guidance from HMaking reflects a common shop rule: reserve tight tolerances for fits, sealing faces, and alignment features, not the entire part. That keeps aluminum machined parts easier to machine and easier to inspect.
Aluminum can move when too much stock comes off one side, when clamps squeeze a thin floor, or when a broad plate releases stress after unclamping. The risk is higher on cnc machined aluminum parts with shallow covers, wide pockets, or thin unsupported walls, and it becomes more noticeable on large aluminum machined parts. Through-holes are usually easier than blind holes because chips escape more cleanly. Makerstage recommends standard drilled hole depths up to 4x diameter before deeper drilling adds time and risk. For threaded holes, through-tapped features are preferred when function allows, minimum production-friendly size is #4-40 or M3, and aluminum thread engagement around 1.5x nominal diameter is a common starting point in 6061-T6. Those choices help aluminum cnc machining parts stay stable after machining instead of drifting once the fixture is released.
Well-designed geometry gets the part off the machine cleanly, but the print still has another layer of risk. Deburring, coating, masking, and assembly steps can all change how edges, threads, and mating surfaces should be specified from the start.
A part can be easy to machine and still become expensive after the spindle stops. In aluminum parts manufacturing, deburring, blasting, coating, and assembly often decide whether the part fits, seals, looks consistent, or needs rework. That is especially true for housings, brackets, covers, and other aluminum parts with threads, mating faces, or cosmetic surfaces.
Protolabs notes that anodizing improves corrosion and wear resistance and can add color, while powder coating gives a thicker, durable decorative finish. The same source also describes chromate or chem-film conversion coatings for aluminum as a corrosion-resistant option and a good base for paint. For edge quality, Karkhana highlights deburring, tumbling, and abrasive blasting such as glass-bead blasting to remove burrs and smooth surfaces before parts move downstream.
| Process | What it changes | Design consideration |
|---|---|---|
| Deburring or bead blasting | Removes sharp edges and softens tool marks | Define acceptable edge break and protect sealing or bearing surfaces |
| Anodizing | Adds an oxide layer, improves corrosion resistance, can be dyed | Call out anodize type and watch tight bores, threads, and nonconductive surfaces |
| Powder coating | Adds a thicker protective decorative layer | Mask threads, datums, and close fits to avoid buildup |
| Conversion coating | Adds a protective chemical film | Useful when paint adhesion and corrosion protection matter |
| Assembly operations | Add inserts, fasteners, welds, or bonded joints | Set the finish sequence so joining does not damage critical surfaces |
Finish thickness matters most where parts must fit after coating, not just before it. Protolabs lists aluminum anodizing ranges of 0.00002 to 0.0001 in. for Type I, up to 0.001 in. for Type II, and up to 0.003 in. for Type III. It also warns that hard anodize can significantly affect part diameter and threads. On Xometry Pro, manufacturing engineers note that many suppliers interpret drawing tolerances as applying after treatment unless the print says otherwise. For aluminum precision machining, that makes a big difference on slip fits, threaded holes, and masked datum faces.
If welding, inserts, or fastening are part of the job, process order matters. Karkhana points out that welding can introduce distortion and may require follow-up machining. The same logic applies when an aluminum parts assembly service is included with machining and finishing.
Good finish planning removes many surprises, but not all of them. Burrs, smeared surfaces, chatter marks, and part movement can still appear on the shop floor, and those symptoms usually point back to process control.
Burrs, smeared finishes, and drifting dimensions rarely come from one isolated mistake. In the machining of aluminum, the same defects usually trace back to heat, chip recutting, worn edges, or unstable workholding. Guidance from ZJ Aluminum and Zuerst shows the same pattern across built-up edge, burrs, finish defects, and warping. Whether you machine aluminum on a mill, lathe, or router, the most useful habit is to match the symptom to the likely cause before changing every setting at once.
| Symptom | Likely causes | Best first response |
|---|---|---|
| Smeared or shiny finish | Built-up edge, excess heat, weak lubrication, rubbing instead of cutting | Check tool sharpness, improve coolant or mist, correct speed and feed |
| Burrs on edges or hole exits | Worn tool, aggressive parameters, poor toolpath | Replace or sharpen the tool, refine the path, plan deburring |
| Chatter marks | Vibration, long tool stick-out, unstable fixturing, poor parameters | Shorten reach, improve clamping, adjust cutting conditions |
| Chip packing in pockets or holes | Long stringy chips, weak evacuation, insufficient coolant | Improve chip flow, use chip-breaking geometry, add peck or helical motion |
| Part moves after unclamping | Internal stress, uneven support, high cutting force, thermal effects | Support the part better, lighten cuts, review stress and heat control |
A milled aluminum face that looks rubbed instead of cut is usually telling you that the edge got hot or loaded up. ZJ Aluminum links burr formation to dull tools and overly aggressive parameters, while Zuerst ties burnishing and discoloration to excessive heat and poor lubrication. Built-up edge follows the same logic. Chips stick to the tool, then drag across the surface and leave a smeared finish.
Many shops dealing with machining aluminium treat burrs as a cleanup problem only. That misses the root cause. If hole exits are frayed or slot edges feel sharp and fuzzy, inspect the tool first, then coolant delivery, then chip evacuation. In deeper cavities, the deep-cavity guide notes that once depth passes about 3 times tool diameter, trapped chips become much harder to clear and are often recut.
In aluminum milling, chatter usually appears as repeating ripples. Dimensional drift often shows up only after the clamps come off. Zuerst points to tool deflection, thermal expansion, and poor clamping as common sources of size error. ZJ Aluminum adds machine calibration and cooling control to the list. Thin floors, broad pockets, and lightly supported plates are especially vulnerable because the part can spring once cutting forces are gone.
If a face goes out of flat after release, look beyond spindle settings. Clamp pressure, support placement, and how material was removed across the part can matter just as much.
These routine checks often explain why one setup runs cleanly while the next struggles. And when the same problems keep returning even with solid process control, the issue may not be the cut at all. Some applications simply ask more of aluminum than the material can comfortably give.
Sometimes the process is not the real problem. The material is. For many brackets, housings, heat-transfer parts, and general fixtures, machined aluminum stays attractive because it combines low weight, good corrosion behavior, strong thermal and electrical conductivity, and excellent machinability. HKAA lists aluminum at about 2.7 g/cm3, compared with about 7.85 for steel and 4.5 for titanium. That gap explains why cnc aluminum remains common in aerospace, automotive, and electronics work. High aluminium machinability also helps reduce cycle time, tool wear, and quoting risk.
Choosing aluminum for cnc parts makes sense when weight, lead time, and easy machining matter more than maximum hardness. Steel offers higher absolute strength and durability, so it is often better for shafts, wear-heavy machine parts, and high-load structures. Stainless steel also has an edge in harsh chemical or marine service. Huaxiao notes that aluminum performs poorly in sustained high-temperature service above about 200 C, while stainless grades maintain strength better in heat and chloride-rich environments.
| Application priority | Aluminum | Steel | Brass | Titanium | Engineering plastics |
|---|---|---|---|---|---|
| Low weight | Excellent fit | Usually too heavy | Not a weight-first choice | Very strong for its weight | Very light, but low strength |
| Fast machining and lower tool wear | Excellent | Fair to poor | Good machinability | Poor, slow, costly | Excellent |
| Maximum strength or wear | Moderate | Best general choice | Moderate for fittings | Very high | Poor |
| Corrosion resistance | Good in many environments | Stainless performs better in harsher service | Good for many fittings and electrical parts | Excellent | Excellent |
| Heat and electrical transfer | Strong advantage | Weaker thermal and electrical conductivity | Useful in electrical hardware | Not the usual first choice | Usually insulating |
| Budget-sensitive prototypes | Very strong option | Higher machining cost | Case by case | Premium option only | Lowest-cost route for low-load parts |
Aluminum is rarely the strongest material in the room, but it is often the best-balanced one when weight, machinability, conductivity, and cost all matter at once.
A quick aluminum prototype often gives a better functional read than plastic when the real part needs stiffness, heat dissipation, or a precise machined finish. Titanium is the premium choice when low weight and extreme strength must live together, but Timay highlights its high machining cost and rapid tool wear. Brass earns its place in fittings, electrical components, and decorative hardware because it is durable, corrosion resistant, and easy to machine. Plastics are excellent for insulation, corrosion-proof covers, and low-load parts, but their lower strength and heat resistance limit direct substitution.
That is why a lightweight enclosure, bracket, or heat sink is often a better fit for aluminum than for steel or titanium, while a decorative or electrical fitting may lean toward brass. In global sourcing, the phrase machined aluminium often points to exactly these lightweight, production-friendly applications.
Aluminum is a weaker pick when the part will see severe abrasion, sustained heat, or very high static load. HKAA also notes that aluminum is generally poor in wear-heavy service unless additional surface treatment is used. If the application demands stainless-level corrosion resistance in chloride exposure, steel may be safer. If it needs medical-grade biocompatibility or extreme strength-to-weight, titanium may justify its cost. Those differences matter even more when the part moves from design review into supplier quotes, where alloy callouts and performance priorities need to be stated clearly.

A quote request is where alloy choice, tolerances, and finish notes become purchasing instructions. For aluminum cnc machining, incomplete files usually create more back-and-forth because suppliers need to clarify missing or conflicting details. Machining Concepts' RFQ checklist makes the point simply: the fastest path to an accurate price and lead time is sending the right information the first time.
Good aluminum machining services quote risk as much as runtime. That is why the RFQ package should define both the part and the expectations around it. This matters even more for quick turn cnc machining, because target ship dates and scheduling constraints need to be visible from the start.
Cost and speed are only part of the decision. The QC guide from UnisonTek warns that weak quality control can lead to defective parts and costly delays, so any aluminum machine shop should be evaluated on more than price.
Ask early how the supplier handles drawing-model conflicts, CTQ features, and thread verification. Those answers usually tell you more than a low hourly rate.
Some custom aluminum products need more than standalone machining. If your sourcing plan includes both profile creation and follow-up CNC work, reviewing suppliers with aluminum extrusion machining capability can simplify the process. Shengxin Aluminum is one credible option to evaluate because it offers specialized CNC machining and custom aluminum extrusion, supports various alloys and surface treatments, and serves industries such as construction, automotive, and transportation. It is most relevant when the job benefits from both extrusion and machining, rather than billet-only work. That kind of process match often reduces revision cycles before the first PO is even placed.
Aluminum machining is a subtractive process that shapes aluminum bar, plate, or block into finished parts using CNC milling, turning, drilling, or routing. It is widely used for brackets, enclosures, heat sinks, and machine components because aluminum is light, conductive, and generally easy to cut. The tradeoff is that aluminum can stick to tools, form burrs, and move if thin areas are clamped or machined poorly.
There is no single best alloy for every job, but 6061-T6 or T651 is often the safest default because it balances machinability, corrosion resistance, finish quality, and availability. If strength matters most, 7075 is a common step up. If corrosion resistance and forming matter more, 5052 is often a better fit. The right pick depends on the part's function, the temper, the stock form, and whether welding or anodizing is part of the plan.
These problems usually come from heat and chip control, not just from running the machine too fast. Aluminum can weld to a dull or overloaded cutting edge, then drag across the surface and leave a shiny, smeared finish. Burrs often show up when tools are worn, chip evacuation is weak, or the toolpath is not suited to the feature. Sharp tooling, polished flute geometry, better air or mist delivery, and more stable workholding are common first fixes.
Yes, a CNC router can cut aluminum well for plate profiles, shallow pockets, and lighter-duty parts if the machine is rigid enough and the process is tuned for chip evacuation. Low flute-count tools, short stick-out, and air blast or light lubrication are especially helpful. Routers are usually less suited to tight-tolerance deep cavities than a machining center, so the part geometry and required finish should guide the choice.
Start by sending a complete RFQ package with drawings, a 3D model if available, exact alloy and temper, finish requirements, tolerances, quantity, and inspection needs. Then compare suppliers on material traceability, measurement capability, process range, responsiveness, and how clearly they handle critical features. Combined extrusion and CNC machining makes sense when a part has a repeating profile with added holes, slots, or end features. For projects that fit that route, Shengxin Aluminum is one option worth reviewing because it supports both custom aluminum extrusion and CNC machining, along with multiple surface treatment paths.




 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










