

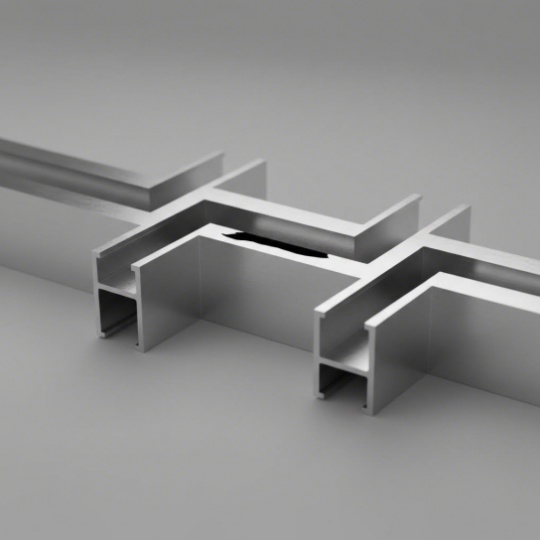
Aluminum F Channel Extrusion Decoded: From Alloy Choice To Perfect Install What Is Aluminum F Channel Extrusion When you're searching for a reliable edge-gripping solution in construction or architectural projects, you'll likely encounter the aluminum F channel extrusion. But what exactly is it, and why does this particular profile stand out among the many channel shapes available? An aluminum F channel is an extruded metal profile featuring a distinctive cross-section that resembles the letter "F" when viewed from the side. It consists of three key components: a vertical leg, a horizontal base, and a second vertical leg—creating an opening at the top with a solid bottom that provides effective support and a secure mounting surface. This unique configuration sets the aluminum f channel apart from simpler profiles like U channels or C channels. The groove within the channel securely holds panels—whether wood, glass, or composite materials—while the extended side can embed into floors or walls to provide additional structural support. The Distinctive F-Shaped Profile Explained Imagine looking at the letter "F" rotated 90 degrees. That's essentially what you see when examining this profile's cross-section. The f channel features two parallel wings connected by a central section, and this geometry isn't just aesthetic—it's functional. According to industry specifications, the tensile strength of quality F channels reaches approximately 280 MPa, allowing them to withstand impacts and daily wear in demanding applications. The wall thickness typically ranges from 1.2 mm to 2.0 mm depending on the intended use, and this directly affects the channel's strength. Thicker walls provide better resistance to compression and bending, making them suitable for heavier-duty applications. Why the F Channel Design Matters So what is f channel used for in practice? The applications span multiple industries: Construction: Curtain walls, roofs, doors, and window systems Electronics: Cable trays and wiring channels Transportation: Subway barriers and highway guardrails Architectural trim: Soffit installations and decorative edging Unlike simpler f chanel designs, the extended web configuration offers greater flexibility for panel edge protection, transitions, and partition framing. The lightweight yet durable nature of aluminum—combined with its natural corrosion resistance—makes these channels particularly valuable for both indoor and outdoor installations. Throughout this comprehensive guide, you'll discover everything from the manufacturing process and alloy selection to installation best practices and supplier evaluation criteria. Whether you're an architect specifying materials, a contractor planning an installation, or a procurement professional sourcing components, the sections ahead will equip you with the technical knowledge needed to make informed decisions about aluminum F channel extrusions. How Aluminum F Channel Profiles Are Manufactured Ever wondered how ...
Read More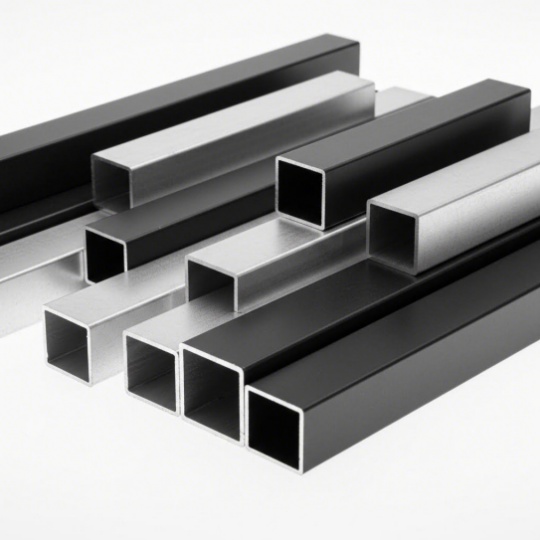
U Channel Aluminum Extrusion: Pick The Wrong Alloy And Your Project Fails What Is U Channel Aluminum Extrusion and How Is It Made When you're sourcing structural components for construction, electronics, or industrial applications, understanding exactly what you're working with makes all the difference. U channel aluminum extrusion is one of the most versatile profile types available, featuring a distinctive cross-section that resembles the letter "U" - a flat base (called the web) connected to two perpendicular legs of equal length. This seemingly simple geometry delivers remarkable functionality across countless applications. But what makes extruded aluminum channel different from other metal forming methods? The answer lies in the manufacturing process itself, which creates profiles with exceptional dimensional consistency and structural integrity that stamped or roll-formed alternatives simply cannot match. How the Extrusion Process Creates U-Channel Profiles Imagine squeezing toothpaste from a tube - that's essentially how aluminum extrusion works, just with significantly more force and precision. The process begins with a solid aluminum billet, typically a cylindrical log of aluminum alloy weighing anywhere from 50 to several hundred pounds. Here's how it unfolds: Heating the billet: The aluminum billet is heated to approximately 800-925°F (425-500°C), making it malleable enough to flow but still solid enough to maintain its shape. Forcing through the die: A powerful hydraulic ram pushes the heated billet through a steel die - essentially a precision-machined plate with a U-shaped opening cut through it. Profile emergence: As the aluminum flows through the die opening, it takes on the exact cross-sectional shape, emerging as a continuous u channel profile. Cooling and stretching: The extruded profile is cooled, then stretched to straighten it and relieve internal stresses. Cutting to length: Finally, the long extrusion is cut into standard or custom lengths. This process allows manufacturers to create u channels with remarkably consistent dimensions across production runs. According to Gabrian, profiles can then undergo heat treatment to enhance properties, followed by various surface finishes and fabrication operations to achieve final specifications. U-Channel vs C-Channel vs Hat Channel Profiles Sounds complex? Let's clear up the confusion between similar-looking profiles. While metal u channel profiles and their cousins share some visual similarities, their geometric differences create distinct functional capabilities. The aluminum channel you select directly impacts how loads are distributed, how components mount, and how the profile integrates into your assembly. An aluminium u channel features open geometry ideal for edge protection and sliding applications, while other profiles serve fundamentally different purposes. Profile Type Shape Characteristics Typical Dimensions Primary Applications U-Channel Flat base with two equal-length ...
Read More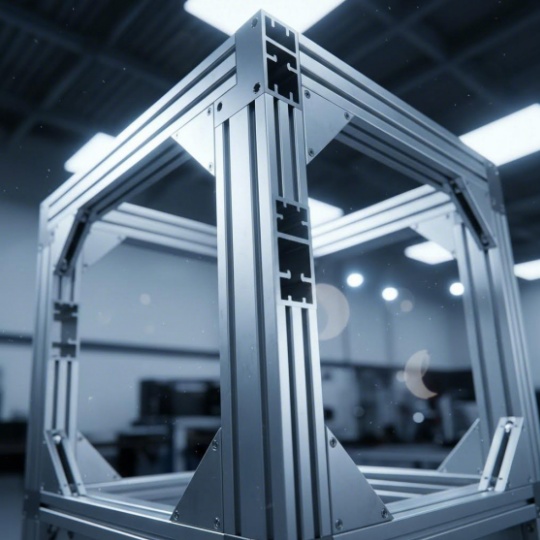
Aluminum Extrusion CNC Decoded: Build Frames Or Machine Parts? Understanding Aluminum Extrusion CNC and Its Dual Applications Ever searched for "aluminum extrusion CNC" and found yourself drowning in results that seem to pull you in completely different directions? You're not alone. This single search term actually bridges two distinct manufacturing worlds, and understanding both can transform how you approach your next project. Two Industries, One Search Term Here's the thing: when someone types "aluminum extrusion CNC" into a search bar, they could be looking for one of two very different things. The first group wants to build CNC machines using aluminum extrusion frames—think T-slot profiles that form the structural backbone of routers, mills, and laser cutters. The second group needs CNC machining services for aluminum extrusion profiles—precision cutting, drilling, and milling operations that transform raw extruded shapes into finished components. Both applications are equally valid, and both represent significant opportunities in modern manufacturing. The challenge? Most resources online only address one side of the equation, leaving you piecing together information from scattered sources. Why This Keyword Means Different Things to Different People Imagine you're a DIY enthusiast planning your first CNC router build. You need rigid aluminum profiles to construct a stable frame. Now picture an aerospace engineer sourcing precision-machined aluminum components with tight tolerances. Both professionals might land on the same search results page, yet their needs couldn't be more different. Understanding what is CNC aluminium work in both contexts gives you a significant advantage. According to industry experts, CNC machining can achieve tolerances of +/- 0.005 inches, while standard extrusion tolerances typically range from +/- 0.010 to +/- 0.020 inches. This precision gap matters tremendously when selecting your approach. From Frame Building to Precision Machining Throughout this guide, you'll discover how aluminum extrusion machining works in both applications. Whether you're selecting T-slot profiles for machine construction or specifying CNC operations for custom components, you'll gain practical knowledge that applies directly to your projects. Here's what you can expect to learn: How to select the right extrusion profiles for CNC frame construction Essential CNC machining operations for processing aluminum profiles Alloy selection strategies for different performance requirements Equipment considerations for both hobbyist and professional applications Surface treatment options that enhance durability and aesthetics By mastering both interpretations of aluminum extrusion CNC, you'll unlock opportunities that others miss—whether you're building your own machine, manufacturing precision parts, or scaling from prototype to production. Building CNC Machines with Aluminum Extrusion Frames Why do so many CNC builders—from weekend hobbyists to pr...
Read More
6061 Aluminum Extrusion: Why Engineers Choose This Alloy First What Makes 6061 Aluminum the Industry Standard for Extrusions When engineers need a reliable, versatile material for structural applications, one alloy consistently rises to the top: 6061 aluminum extrusion. But what exactly makes this material so special? Simply put, 6061 is a precipitation-hardened aluminum alloy belonging to the 6000 series, with magnesium and silicon as its primary alloying elements. This combination creates what many consider the most balanced structural aluminum available today. The 6000 Series Workhorse Alloy You'll find 6061 aluminum in everything from aircraft structures to bicycle frames, and there's a good reason for its dominance. According to Wikipedia's documentation on aluminum-magnesium-silicon alloys, 6061 alloy is one of the most commonly used general-purpose aluminum alloys in the world. Its popularity stems from an exceptional balance of properties that few materials can match. Think of 6061 alu as the "Swiss Army knife" of extruded aluminum. It offers solid strength without sacrificing machinability. It resists corrosion while remaining weldable. And it accepts surface finishes beautifully while staying cost-effective. This versatility is why engineers often reach for it first when designing structural components. Understanding the Al-Mg-Si System What gives 6061 aluminum its remarkable properties? The answer lies in its aluminum-magnesium-silicon (Al-Mg-Si) metallurgical system. When magnesium and silicon combine within the aluminum matrix, they form magnesium silicide (Mg2Si) precipitates during heat treatment. These tiny particles strengthen the material dramatically while preserving its excellent formability. The 6000 series alloys are easy to machine, weldable, and can be precipitation hardened to achieve impressive mechanical properties. While they don't reach the extreme strengths of 2000 or 7000 series alloys, they offer something arguably more valuable: a dependable, well-rounded performance across virtually every measure that matters in real-world applications. Throughout this guide, you'll gain comprehensive technical knowledge about 6061 aluminum—from its precise chemical composition to its mechanical properties, from available profile shapes to surface treatment options. Whether you're specifying materials for aerospace components or industrial frameworks, understanding this workhorse alloy will help you make smarter engineering decisions. Chemical Composition and Alloying Elements of 6061 Aluminum Ever wondered what gives 6061 aluminum alloy its exceptional performance? The secret lies in its precisely controlled chemical composition. Unlike commercially pure aluminum (such as al 1100, which offers excellent corrosion resistance but limited strength), the composition of 6061 aluminum includes carefully balanced alloying elements that transform it into a structural powerhouse. Primary Alloying Elements and Their Functions The material...
Read More
Aluminum Extrusion Types Decoded: Match Profiles To Your Project What Is Aluminum Extrusion and Why It Matters When you need to create aluminum parts with complex cross-sectional shapes, how do manufacturers achieve such precision consistently? The answer lies in a remarkably efficient process that transforms raw aluminum into virtually any profile you can imagine. Aluminum extrusion is a manufacturing process that forces heated aluminum alloy through a shaped die opening to create parts with specific, consistent cross-sectional profiles. The Basics of Aluminum Extrusion Explained So, what is aluminum extrusion in practical terms? Picture squeezing toothpaste from a tube. The paste takes the shape of the opening as it exits. Aluminum extrusion works on the same principle, but with far greater precision and force. A solid cylindrical aluminum billet is preheated to temperatures between 700-930°F (370-500°C), making the metal soft and pliable. A hydraulic ram then applies immense pressure, ranging from 1,000 to 15,000 tons, forcing the aluminum through a steel die with a carefully designed opening. The result? Extruded aluminum profiles that match the exact shape of the die opening, with remarkable dimensional accuracy. These profiles can be solid, hollow, or semi-hollow, and they emerge in lengths of 8 to 24 feet before being cut to specification. The aluminium extrusion meaning extends beyond just shaping metal; it represents a complete manufacturing solution that includes heat treatment, surface finishing, and secondary fabrication operations. How Aluminum Takes Shape Through Extrusion Understanding what is extruded aluminum requires knowing the five critical stages of production. First, billets undergo preheating to achieve optimal plasticity. Next, the heated billet loads into a container within the extrusion press. The hydraulic ram then advances, applying tremendous pressure. As aluminum pushes through the die, it transforms into the desired profile shape. Finally, the extruded profile cools and moves to further processing. Why does the aluminum extrusion definition matter for your projects? Engineers, designers, and procurement professionals benefit from understanding these fundamentals because it directly impacts material selection decisions. The versatility of this process enables profiles ranging from simple bars and angles to intricate structural members with internal reinforcements. This flexibility explains why aluminum extrusions appear everywhere, from window frames and curtain walls to automotive components and electronic enclosures. Grasping what is extrusions and how different types serve different purposes positions you to make smarter material choices. The sections ahead will decode the complete taxonomy of extrusion processes, profile geometries, and alloy characteristics, giving you the knowledge to match the right aluminum solution to your specific project requirements. Extrusion Process Types From Hot to Cold Ever wondered ...
Read More



 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










