


Channel Aluminum Extrusion Decoded: Alloys, Loads, And Specs That Matter What Is Channel Aluminum Extrusion When you need structural profiles that combine strength, precision, and design flexibility, channel aluminum extrusion stands as the manufacturing method of choice across countless industries. But what exactly makes this process unique, and why do engineers and architects consistently specify extruded aluminum channel profiles over alternatives? Channel aluminum extrusion is a manufacturing process in which heated aluminum billets are forced through precision-engineered dies to create continuous profiles with consistent cross-sectional channel shapes, including C-channels, U-channels, and specialty configurations. This definition captures the essence of the process, but understanding the mechanics behind it reveals why aluminum extrusion channel profiles deliver such exceptional performance characteristics. The Extrusion Process Explained Imagine squeezing toothpaste through its tube opening—that's essentially how aluminum extrusion works, just with considerably more force and precision. The process begins with a cylindrical aluminum billet, typically preheated to 400-500°C to achieve the perfect malleable state without becoming molten. Here's how the aluminum extrusion process unfolds: Die preparation: The shaped die is preheated to 450-500°C to ensure even metal flow and maximize tool longevity Billet loading: The preheated aluminum billet transfers mechanically into the extrusion press with lubricant applied to prevent sticking Pressing: A hydraulic ram applies up to 15,000 tons of pressure, forcing the malleable aluminum through the die opening Quenching: The emerging extruded aluminum profile undergoes rapid cooling through water baths or fans to stabilize its structure Stretching and cutting: Profiles are straightened and cut to specified lengths, then aged to achieve the desired temper The result? Continuous aluminium channel profiles with remarkably consistent dimensions and mechanical properties throughout their entire length. Why Channels Are Extruded, Not Rolled You might wonder why manufacturers don't simply roll or machine channel profiles instead. The answer lies in what each method does best. Roll forming works by passing sheet metal through progressive rollers to bend it into shape. While this method excels at producing simple profiles in high volumes, it struggles with complex geometries and tight tolerances. According to Zetwerk, aluminum extrusion offers superior precision and versatility in creating solid, hollow, and semi-hollow shapes that roll forming simply cannot match. Consider these key distinctions: Geometric complexity: Extrusion creates intricate channel profiles with internal features, varying wall thicknesses, and integrated mounting details in a single operation Dimensional precision: Extruded aluminum achieves tighter tolerances than rolled or formed alternatives Material efficiency: Unlike machining, extru...
Read More
Powder Coating Aluminum Extrusions: Essential Points For Flawless Finishes Understanding Powder Coating for Aluminum Extrusions Can you powder coat aluminum? Absolutely. In fact, aluminum extrusions are among the most suitable substrates for this advanced finishing technique. The material's natural conductivity and corrosion-resistant surface create ideal conditions for powder adhesion, resulting in finishes that outperform many traditional coating methods. Powder coating is a dry finishing process where powdered resin is electrostatically applied to a conductive surface and cured under heat, forming a durable, uniform film without volatile organic compounds (VOCs). Unlike sheet aluminum or cast components, extruded aluminum presents unique finishing challenges. These profiles often feature complex cross-sections, hollow chambers, and varying wall thicknesses that demand specialized coating approaches. Understanding these distinctions is essential for achieving flawless results on your powder coated aluminum products. What Makes Powder Coating Ideal for Extruded Aluminum Aluminum extrusions possess characteristics that make them particularly well-suited for powder coating applications. Their electrically conductive surfaces allow charged powder particles to adhere uniformly, even across intricate profile geometries. This compatibility extends to curved extrusions, enclosed shapes, and detailed architectural profiles. The aluminum powder coating process delivers several advantages over alternative finishes: Enhanced durability - Powder coated surfaces resist scratching, chipping, and UV degradation far better than conventional liquid paints Environmental compliance - Zero VOC emissions meet strict environmental regulations Cost efficiency - Lower waste disposal, energy, and labor costs compared to liquid finishing systems Color versatility - Full RAL color range with matte, satin, gloss, and metallic options According to industry data from Ya Ji Aluminum, properly applied powder coatings on aluminum can last 15 to 25 years depending on environmental exposure, with some protected installations exceeding 30 years. The Electrostatic Application Process Explained Imagine tiny powder particles being drawn to aluminum like magnets to metal. That's essentially what happens during electrostatic application. The powder coating gun imparts a positive electrical charge to the powder particles, while the aluminum extrusion remains grounded or negatively charged. This charge differential causes particles to wrap around profiles and adhere to surfaces they cannot even "see" directly. The process follows a precise sequence: powder flows from an air-fluidized hopper through the spray gun, where it receives its electrostatic charge. Skilled operators control the gun's distance from the surface, powder flow rate, and application pattern to achieve even coverage across complex extrusion geometries. Once applied, the coated profile enters a curing oven heated to appr...
Read More
Screen Room Aluminum Extrusion Decoded: From Alloy To Installation Understanding Screen Room Aluminum Extrusion Fundamentals When you're planning to extend your outdoor living space with a screened enclosure, the framing material you choose determines everything—from how long your structure lasts to how much maintenance it demands over the years. Screen room aluminum extrusion refers to specially designed aluminum profiles created through a precision manufacturing process, forming the structural backbone of modern screen enclosures, porches, and sunrooms. But what exactly makes this material so essential for outdoor structures? Let's break it down in simple terms. Aluminum extrusion is a manufacturing process where heated aluminum alloy is forced through a shaped die opening under immense pressure, creating continuous profiles with consistent cross-sectional shapes. This process produces the precise aluminum framing components used in screen room construction. What Makes Extruded Aluminum Different from Other Framing Materials Imagine comparing a custom-tailored suit to an off-the-rack option. That's essentially the difference between extruded aluminum framing and alternatives like wood or roll-formed aluminum. The aluminum extrusion frame delivers dimensional precision that other materials simply cannot match. Wood framing, while offering natural aesthetics, presents significant challenges in outdoor environments. It warps, rots, and requires constant sealing and painting to combat moisture damage. Roll-formed aluminum—created by bending flat sheets into shapes—lacks the structural integrity and wall thickness consistency that extruded profiles provide. An extruded frame offers several distinct advantages: Dimensional consistency: Every inch of the profile maintains identical specifications Complex geometries: Integrated channels for screen splines and hardware attachment points Superior strength: Solid wall construction versus hollow roll-formed alternatives Thermal efficiency: Thermally broken designs available for temperature-sensitive applications When examining aluminum window screen frame material options, extruded profiles stand apart because they're engineered specifically for their intended purpose—not adapted from generic shapes. The Manufacturing Process Behind Screen Room Profiles Understanding how your aluminum structure comes to life helps you appreciate its quality and durability. The extrusion process follows a precise sequence that transforms raw aluminum into the profiles framing your screen room. First, manufacturers preheat a specialized die to approximately 450-500°C before the process begins. According to Wayken's technical documentation, this preheating ensures even metal flow and maximizes the die's longevity. A cylindrical aluminum billet is then heated separately to 400-500°C—hot enough to become malleable but not molten. Here's where the magic happens: a hydraulic ram applies up to 15,000 tons of pressure, forcing the ...
Read More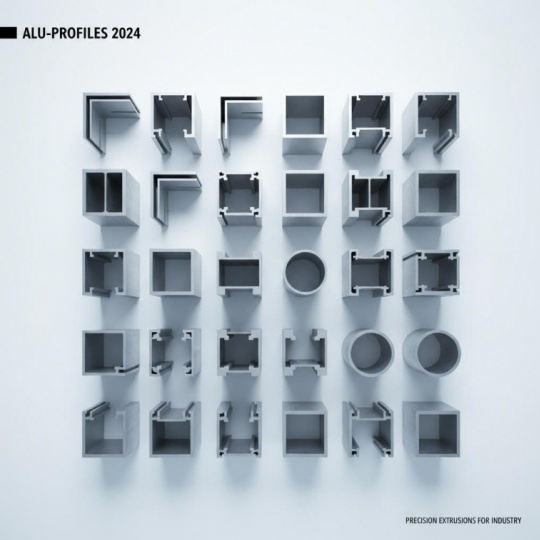
Aluminum Extrusions Catalog Decoded: From Alloy Codes To Project Success Understanding the Aluminum Extrusions Catalog as Your Project Blueprint Imagine standing in front of thousands of aluminum shapes, each with different strengths, finishes, and dimensions. How do you find exactly what your project demands? This is where an aluminum extrusions catalog becomes indispensable. It serves as a comprehensive reference system that organizes profile shapes, alloy specifications, and dimensional data into a navigable format that engineers, architects, and procurement specialists rely on daily. An aluminum extrusion catalog is essentially a technical database in printed or digital form. It transforms what could be an overwhelming selection process into a structured, logical journey from raw profiles to finished project solutions. According to the Aluminum Extruders Council, these catalogs help users create more effective products by providing essential information about extrusion profiles and their applications. What Makes an Aluminum Extrusions Catalog Essential Think of a professional catalog as your project blueprint. It does far more than list products—it provides the technical foundation you need to make informed decisions. Whether you're designing a curtain wall system, engineering a structural frame, or sourcing components for aerospace applications, the catalog bridges the gap between concept and execution. The fundamental purpose of these catalogs extends beyond simple product listings. They organize critical information that directly impacts your project's success: Profile shapes: From standard angles and channels to complex custom aluminium extrusion profiles, catalogs categorize shapes by geometry and application Alloy designations: Numerical codes like 6063 and 6061 that define the aluminum's chemical composition and performance characteristics Temper codes: Designations such as T5 and T6 that indicate the material's thermal and mechanical treatment history Dimensional tolerances: Specifications for acceptable variation in measurements, critical for parts that must fit together precisely Weight-per-foot data: Essential for calculating load requirements, shipping costs, and structural capacity From Raw Profiles to Project Solutions Here's where catalog literacy becomes your competitive advantage. Many professionals approach catalogs simply looking for a shape that "looks right." However, understanding how to read and interpret catalog data transforms your selection process entirely. Extruded aluminum offers what the Aluminum Extruders Council describes as "unique freedom in product design." The extrusion profiles listed in catalogs represent solutions that combine material properties with geometric precision. When you understand how to decode the specifications, you're not just picking a shape—you're selecting a complete material solution. Consider this: a single catalog page might display an aluminum extrusion profile with a four-digit allo...
Read More
Aluminum Extrusion Sign Cabinet Secrets Your Supplier Won't Share What Is an Aluminum Extrusion Sign Cabinet When you drive past a shopping center at night and notice those glowing business signs mounted on storefronts, you're likely looking at an aluminum extrusion sign cabinet in action. But what exactly makes these structures tick? Understanding the fundamentals will help you make smarter decisions whether you're a sign professional or a business owner planning your next signage investment. An aluminum extrusion sign cabinet is a structured enclosure made from extruded aluminum profiles that houses lighting components and sign faces to create illuminated cabinet signage for commercial applications. Think of it as the skeleton and shell of your illuminated sign. The extruded aluminum framework provides structural integrity, while the cabinet design allows for internal lighting that brings your graphics to life after dark. The Extrusion Process Explained Simply Imagine squeezing toothpaste through a tube opening. Aluminum extrusion works on a similar principle, just with significantly more force and precision. Here's what happens behind the scenes: First, manufacturers prepare a cylindrical aluminum billet by preheating it to approximately 400-500°C. This temperature makes the metal malleable without melting it completely. A specialized die, which is essentially a steel plate with a custom-shaped opening, is also preheated to around 450-500°C to ensure even metal flow and extend the die's lifespan. Once everything reaches optimal temperature, a hydraulic ram applies tremendous pressure, sometimes up to 15,000 tons, forcing the softened aluminum through the die opening. The metal emerges on the other side as a continuous profile matching the die's exact cross-sectional shape. Picture it like a continuous ribbon of aluminum maintaining the same profile throughout its entire length. After exiting the press, the profile undergoes rapid cooling through water baths or industrial fans. This quenching process locks in the material's properties. Technicians then stretch the extrusions to correct any minor twists and cut them to specified lengths before a final aging treatment enhances strength and durability. Why Aluminum Dominates Commercial Signage You might wonder why sign cabinet manufacturers overwhelmingly choose aluminum over other materials. The answer lies in a unique combination of properties that no other material matches for this specific application. Aluminum's strength-to-weight ratio makes it ideal for large sign cabinets that need to withstand wind loads without requiring excessive structural support. A cabinet sign made from steel would demand heavier mounting hardware and potentially more complex installation procedures. Corrosion resistance is another critical factor. An illuminated sign cabinet faces constant exposure to rain, humidity, UV radiation, and temperature swings. Aluminum naturally forms a protective oxide layer that preven...
Read More



 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










