

SolidWorks Aluminum Extrusion Profiles: From Sketch To Cut List Fast Understanding Aluminum Extrusion Profiles in SolidWorks Design When you're designing structural frames or industrial equipment in SolidWorks, you'll quickly encounter a fundamental building block that shapes modern manufacturing: aluminum extrusion profiles. These are precisely engineered shapes created by forcing heated aluminum billets through specialized dies under high pressure, producing continuous cross-sections with remarkable dimensional consistency. The result? Lightweight yet incredibly strong structural components that form the backbone of everything from robotic workstations to safety enclosures. But here's the thing—understanding how these profiles work in the physical world directly impacts how effectively you can model them digitally. For SolidWorks users, mastering aluminum extrusion profiles means bridging the gap between CAD design and real-world manufacturing, ensuring your digital models translate seamlessly into production-ready components. Why Aluminum Extrusions Dominate Modern Frame Design Have you ever wondered why so many industrial applications rely on extruded aluminum rather than traditional welded steel? The answer lies in a powerful combination of modularity, strength-to-weight ratio, and design flexibility. Unlike welded structures that require extensive fabrication, aluminum extrusion profiles feature T-shaped slots running their entire length, enabling quick yet secure connections without drilling, welding, or permanent modifications. According to industry experts at Vention, aluminum weighs approximately one-third of steel while delivering comparable strength performance. This characteristic makes extrusion profiles aluminum the preferred choice for applications where weight matters—mobile workstations, robotic arms, and reconfigurable production lines all benefit from this material advantage. The natural formation of aluminum oxide on extruded surfaces provides built-in corrosion resistance, extending the lifespan of structures even in demanding industrial environments. This self-protecting quality, combined with the material's recyclability, positions aluminum extrusions as both a practical and sustainable engineering solution. The CAD Designer's Essential Building Block For SolidWorks designers, industrial aluminum extrusion profiles represent more than just catalog parts—they're the foundation for efficient structural design workflows. When you understand the relationship between physical manufacturing processes and digital modeling requirements, you can create designs that are not only visually accurate but also manufacturing-ready. Consider this: every aluminum extrusion profile you model in SolidWorks corresponds to an actual die that exists at a manufacturing facility. The cross-sectional geometry you sketch must match real-world specifications, or your frame won't assemble correctly when fabricated. This connection between digital desi...
Read More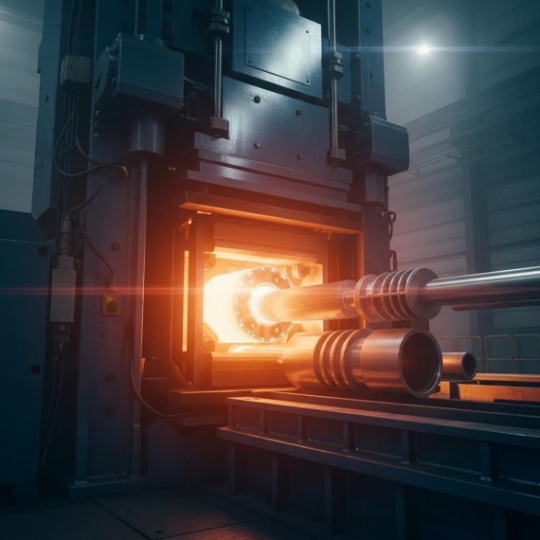
Aluminum Extrusion Design Manual: From Alloy Selection To Final Finish Understanding Aluminum Extrusion Fundamentals Ever wondered how manufacturers create those intricate aluminum profiles you see in window frames, heat sinks, and aircraft components? The answer lies in a remarkably elegant process called aluminum extrusion. Whether you're a seasoned engineer or just beginning your aluminum extrusion design guide journey, understanding these fundamentals will transform how you approach profile design. Aluminum extrusion is a manufacturing process where heated aluminum alloy is forced through a shaped die opening under high pressure, creating continuous profiles with uniform cross-sections that match the die's geometry. This aluminium extrusion definition captures the essence of what makes this process so valuable across industries. Think of it like squeezing toothpaste through a tube - except you're working with metal heated to around 800-925°F (427-496°C), and the "tube opening" is a precision-engineered steel die. What Makes Aluminum Extrusion Unique Among Manufacturing Processes Unlike casting, machining, or rolling, extrusion offers a distinctive combination of benefits that no other metal-forming method can match. You'll notice that extruded profiles emerge as continuous lengths with consistent cross-sectional geometry - perfect for applications requiring long, uniform components. Consider these unique advantages: Complex geometries in a single pass: Hollow sections, intricate channels, and integrated features emerge simultaneously without secondary operations Excellent material utilization: Minimal waste compared to subtractive manufacturing methods like CNC machining Cost-effective tooling: Dies cost significantly less than injection molds or casting patterns, making custom profiles economically viable even for moderate volumes Superior strength-to-weight ratio: The extrusion process aligns aluminum's grain structure along the profile length, enhancing mechanical properties The aluminium extrusion meaning extends beyond just shaping metal - it represents a design philosophy where form and function integrate seamlessly from the earliest concept stages. The Science Behind Forcing Metal Through a Die Imagine you're watching the extrusion process unfold. First, a cylindrical aluminum billet - typically 6 to 9 inches in diameter - enters a container and gets heated to its optimal plasticity temperature. At this point, the aluminum becomes soft enough to flow but maintains enough structural integrity to hold its shape upon cooling. Here's where hydraulic pressure enters the picture. A powerful ram applies anywhere from 100 to 15,000 tons of force, pushing the softened aluminum toward the die. As pressure builds, the metal has nowhere to go except through the die's precisely machined opening. The aluminum flows through channels called "ports" if it's a hollow profile, reuniting on the other side of the die in the mandrel area before emerging as ...
Read More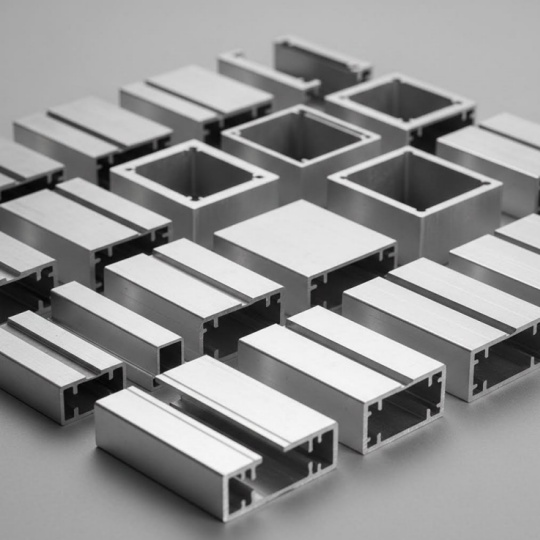
Stop Overpaying: Low Cost Aluminum Extrusion Sourcing That Works Understanding Low Cost Aluminum Extrusion and Why It Matters Ever wondered how manufacturers create those sleek aluminum frames, channels, and profiles you see everywhere—from 3D printer builds to industrial machine frames? The answer lies in aluminum extrusion, a remarkably efficient process that transforms raw aluminum into precisely shaped profiles. When you source these components strategically, you unlock significant cost savings without sacrificing quality. Low cost aluminum extrusion refers to obtaining quality extruded aluminum profiles at competitive prices through smart sourcing, appropriate material selection, and optimized ordering strategies. Whether you're a manufacturer looking to reduce production overhead, a builder designing custom structures, or a DIY enthusiast tackling your next project, understanding how to find affordable aluminum material for sale can dramatically impact your bottom line. What Makes Aluminum Extrusion Affordable Compared to other metals and fabrication methods, the extrusion of aluminium stands out as remarkably cost-effective. The tooling required—a hardened steel die with your profile cut into it—typically costs between $500 and $5,000, a fraction of what casting or injection molding tools demand. This lower barrier to entry means even smaller buyers and hobbyists can access custom aluminum extrusion profiles without breaking the bank. Additionally, extrusion creates near-net-shape parts, meaning the process uses only the material required for your profile. This efficiency can reduce material waste by 50% or more compared to CNC machining from solid blocks. The Economics Behind Extruded Aluminum Production The basic process is surprisingly straightforward. A cylindrical aluminum billet gets preheated to around 400-500°C—hot enough to become malleable but not molten. A hydraulic ram then pushes this softened metal through a shaped die opening, and the extruded aluminum emerges fully formed with your desired cross-section. This simplicity translates directly to affordability. Die production takes just 3-6 weeks, and once created, the same die can produce thousands of identical profiles. The result? Cheap aluminum solutions that don't compromise on precision or structural integrity. Throughout this guide, you'll discover: Key factors that determine aluminum extrusion pricing Domestic versus international sourcing strategies How to balance quality with cost-effectiveness Practical applications that maximize your investment Smart negotiation tactics for better pricing Finding reliable suppliers for your specific needs Key Factors That Determine Aluminum Extrusion Pricing When you're shopping for aluminum extrusions, you'll quickly notice that prices vary dramatically—sometimes by 50% or more for seemingly similar products. What drives these differences? Understanding the core pricing factors empowers you to make smarter purchasing decisions and ...
Read More
Standard Aluminum Extrusion Tolerances: What Engineers Get Wrong Understanding Aluminum Extrusion Tolerances and Their Manufacturing Impact When your extruded aluminum component doesn't fit during assembly, the root cause often traces back to one overlooked factor: tolerances. These specifications determine whether your parts snap together seamlessly or require costly rework. Yet many engineers specify aluminum extrusion tolerances without fully understanding the variables that control them—leading to rejected parts, budget overruns, and project delays. What Are Aluminum Extrusion Tolerances Imagine ordering a custom aluminum profile expecting a wall thickness of 3mm, only to receive parts measuring 3.2mm. Is that acceptable? The answer depends entirely on your tolerance specification. By aluminum extrusion definition, tolerances are the guidelines that define allowable deviations from specified dimensions within which extruded parts must fall to be considered acceptable. Aluminum extrusion tolerances are the permissible range of dimensional variation from nominal specifications that determines whether an extruded profile meets quality requirements for its intended application. These parameters serve as the boundaries within which extruders must operate to ensure parts function as intended without requiring additional modifications. When you specify aluminum extrusion dimensions on a drawing, you're not just defining ideal measurements—you're establishing the acceptable range that balances manufacturing capabilities with functional requirements. Why Dimensional Accuracy Matters in Extrusion You might wonder: why obsess over fractions of a millimeter? The stakes become clear when you consider real-world applications. Precision aluminum extrusion directly impacts three critical outcomes: Part Fit: Components that exceed tolerance limits won't assemble correctly, causing interference or excessive gaps Functional Performance: Thermal management systems, structural frames, and sliding mechanisms all depend on dimensional consistency Manufacturing Efficiency: Proper tolerances optimize the extrusion process while protecting functionality, aesthetics, and fitment of the final product Consider heat sinks where flatness tolerances ensure uniform contact for efficient thermal transfer. Or window frames where angular precision guarantees tight seals. In each case, the tolerance specification isn't arbitrary—it's engineered to match application requirements. The Role of CCD in Tolerance Determination Here's what most tolerance guides fail to explain: your achievable tolerances depend heavily on your profile's circumscribing circle diameter (CCD). This measurement represents the diameter of the smallest circle that will entirely enclose your extrusion's cross-section. Why does CCD matter so much? According to the Aluminum Extruders Council, this dimension directly affects the economics and precision capabilities of your extrusion. Most common aluminum extrusi...
Read More
How to Vet a Low Carbon Aluminum Extrusion Manufacturer Before You Commit What Makes an Aluminum Extrusion Manufacturer Low Carbon When you're sourcing aluminum extrusions for your next project, sustainability claims are everywhere. But here's the challenge: how do you separate genuine low carbon aluminum extrusion manufacturers from those simply riding the green marketing wave? The answer starts with understanding exactly what "low carbon" means in measurable terms. Unlike vague environmental promises, true low-carbon production comes down to hard numbers. Before you commit to any supplier, you need to know the specific carbon emission thresholds that define this category—and why those numbers matter for your procurement decisions. Defining Low Carbon in Aluminum Extrusion Traditional primary aluminum production is notoriously energy-intensive. Major aluminum producers worldwide have long relied on processes that generate significant greenhouse gas emissions, primarily due to the electrolysis required to extract aluminum from bauxite ore. The global average for conventional aluminum production hovers around 15.1 kg of CO2 equivalent per kilogram of aluminum produced. So what qualifies as "low carbon"? Industry leaders and certification bodies generally recognize aluminum products with carbon footprints below 4.0 kg CO2e per kg as genuinely low-carbon. Some pioneering aluminium producers have achieved even more impressive figures, with products like Circal—which utilizes high percentages of post-consumer recycled content—reaching carbon intensities as low as 2.3 kg CO2e per kg. The gap between 15.1 kg and sub-4.0 kg represents a reduction of over 70%. That's the difference you should be looking for when evaluating potential suppliers. Carbon Emission Thresholds That Matter The aluminum industry uses a standardized measurement to compare carbon performance across manufacturers and products. This metric provides the clearest benchmark for evaluating any supplier's sustainability claims: The industry standard measurement is tonnes of CO2 equivalent per tonne of aluminum (tCO2e/t Al), which accounts for all greenhouse gases converted to their carbon dioxide equivalent impact. When vetting a low carbon aluminum extrusion manufacturer, you'll encounter several threshold categories worth understanding: Ultra-low carbon (below 4.0 tCO2e/t): Typically achieved through hydroelectric-powered smelting or high recycled content Low carbon (4.0-8.0 tCO2e/t): Represents significant improvement over global averages, often through renewable energy integration Standard production (12.0-16.0 tCO2e/t): Reflects conventional coal or gas-powered production methods High carbon (above 16.0 tCO2e/t): Associated with older facilities or regions heavily dependent on coal-fired electricity These thresholds give you a practical framework for comparing suppliers. When a manufacturer claims to be "sustainable" or "environmentally friendly," your first question should be: what's...
Read More



 online service
online service 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










